
金属のバリ取り方法を徹底解説!高品質に仕上げるコツとは?
- 加工技術
金属部品の加工では、わずかなバリでも組付け不良や摩耗の原因となり、製品の性能や信頼性に影響します。
一方で、バリ取りは加工方法や部品形状、材料特性によって最適な処理が異なり、均一な品質を維持することが難しい工程です。そのため、加工工程全体の中で適切に管理することが欠かせません。
加工トラブルを未然に防ぐためには、バリ取りの手法や設計時に配慮すべきポイントを理解し、設計に反映することが求められます。
本記事では、金属加工で発生するバリの基礎から、バリ取りが難しい理由、代表的なバリ取り方法、さらにバレル研磨による具体的な対応事例まで解説します。


金属加工におけるバリ取りとは?
金属加工におけるバリ取りとは、加工時に発生する不要な突起(バリ)を除去し、製品の機能性と品質を確保するための工程です。
ほとんどの金属加工では何らかの形でバリが発生するため、用途や要求精度に応じて適切な処理を行う必要があります。
一見すると小さな突起に過ぎないバリですが、放置すると製品性能や組立性に影響を及ぼすため、単なる仕上げではなく重要な品質工程として位置付けられています。
ここでは、バリの発生原因と、なぜ除去が必要なのかについて見ていきます。
- 金属加工時に発生するバリと発生原因
- バリ取りをする目的
金属加工時に発生するバリと発生原因
バリとは、加工時に材料の一部が塑性変形や破断を起こすことで発生する不要な突起のことを指します。
加工方法によって発生のメカニズムは異なり、切削加工では工具によるせん断と材料の塑性流動、プレス加工ではせん断時の破断、研削加工では砥粒による引きちぎりによって形成されます。
また、バリの状態は常に一定ではなく、加工条件や工具の摩耗状態、材料特性によって大きく変化します。
同じ工程であっても、わずかな条件の違いでバリの大きさや形状が変わるため、安定した管理が難しい点も特徴です。
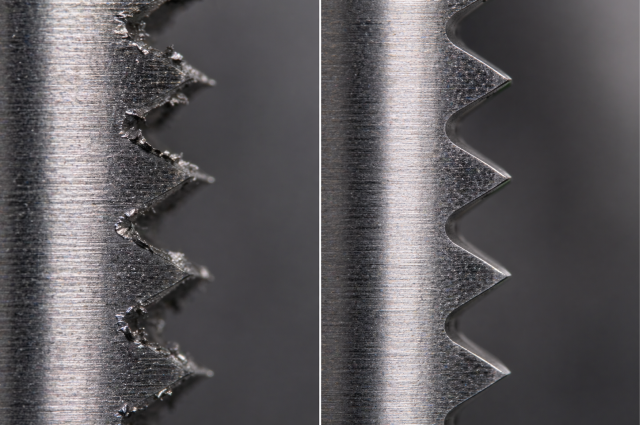
代表的なバリとしては、材料が外側に押し出されることで形成されるポアソンバリや、切削終了時に材料が流動して巻き込まれることで発生するロールオーバーバリなどがあります。
ポアソンバリ
切削開始時や加工中に発生し、材料の塑性変形によって外側へ押し出されることで形成される比較的小さなバリ。
ロールオーバーバリ
切削終了時に発生し、工具が離脱する際に材料が流動して切削方向へ巻き込まれることで形成される比較的大きなバリ。
それぞれ発生タイミングや形状が異なるため、適切な対処方法も変わってきます。
バリ取りをする目的
バリ取りの目的は単なる外観の改善ではなく、製品の機能性と信頼性を確保することにあります。
バリが残ったままの状態では、組付け時に部品同士が干渉したり、摺動部で抵抗が増加したりすることで、本来の性能が発揮できなくなる可能性があります。
また、摩耗の促進や異物混入の原因となるなど、長期的な品質にも影響を及ぼします。
さらに見逃せないのが安全性の問題です。
鋭利なバリは作業者のケガにつながるリスクがあるため、製品品質だけでなく作業環境の観点からも除去が不可欠です。
このように、バリ取りは単なる仕上げ工程ではなく、製品性能・耐久性・安全性を支える重要な工程といえます。
金属のバリ取りが難しい理由

金属のバリ取りは一見すると単純な作業に見えますが、実際には材料特性やバリの形状、部品精度といった複数の要因が絡み合う高度な工程です。
そのため、単に削り取ればよいというものではなく、対象に応じた方法の選定と工程設計が求められます。
ここでは、金属のバリ取りが難しい主な理由について見ていきます。
- 金属材料は硬さや強度が高い
- バリの形状が一定ではない
- 小径・微細部品ではバリ取り自体が困難
- バリ取りによる寸法変化や精度低下のリスク
- 部品の精度要求が高い
金属材料は硬さや強度が高い
金属材料は強度や硬さが高いため、発生したバリも同様に硬く、除去が難しくなる傾向があります。
特にステンレスや焼入れ材では加工硬化が起こりやすく、表面がさらに硬化することでバリ取りの難易度が上がります。
このような状態では、単純に力を加えて除去しようとすると、工具の摩耗が早まったり、逆に部品側にダメージを与えてしまう可能性があります。そのため、材料や形状に応じて、加工機や工具、砥粒の種類を適切に使い分ける必要があります。
バリの形状が一定ではない
バリは加工方法や条件によって発生の仕方が変わるため、形状が一定ではありません。
薄く鋭利なものから、巻き込まれるように形成されるものまで多様であり、同じ工程でも毎回同じ状態になるとは限りません。
そのため、バリ取り作業は標準化が難しく、対象となるバリの状態に応じて処理方法を柔軟に変える必要があります。
この“ばらつき”が、バリ取りを難しくしている大きな要因のひとつです。
小径・微細部品ではバリ取り自体が困難
小径シャフトや微細部品では、バリそのものが非常に小さく、工具が届きにくい、あるいは目視での確認が難しいケースがあります。
そのため、一般的な機械的な方法だけでは対応できない場合も少なくありません。
こうした部品では、微細な砥粒を用いたバレル処理や、化学的・電気化学的な方法など、より高度な処理を組み合わせる必要が出てきます。
加工対象が小さくなるほど、バリ取りの難易度は大きく上がります。
【関連記事】
小径シャフトの高精度加工とは?製作事例から精度と設計のコツを紹介
バリ取りによる寸法変化や精度低下のリスク
バリ取りは材料を除去する工程である以上、必ず寸法変化を伴います。
特にエッジ部では、丸みや面取りのばらつきが発生しやすく、これが他部品との嵌合や機能に影響を与えることがあります。
そのため、バリ取りは単なる後処理としてではなく、どの程度除去するのかまで含めて管理する必要があります。
工程としてのコントロールが不十分な場合、かえって精度を悪化させる要因にもなり得ます。
部品の精度要求が高い
精密部品ではμm単位の精度が求められるため、バリ取りによるわずかな除去量の違いが製品性能に直結します。特に摺動部や嵌合部では、エッジ形状のわずかな変化が機能不良につながることもあります。
そのため、バリ取りは加工後に行う単純な仕上げではなく、設計段階から考慮すべき重要な工程のひとつです。
どの程度のバリを許容するのか、どこまで除去するのかを含めて、全体の工程設計の中で管理することが求められます。
【関連記事】
精密金属加工とは?要求精度から考える加工方法と部品用途
金属のバリ取り方法
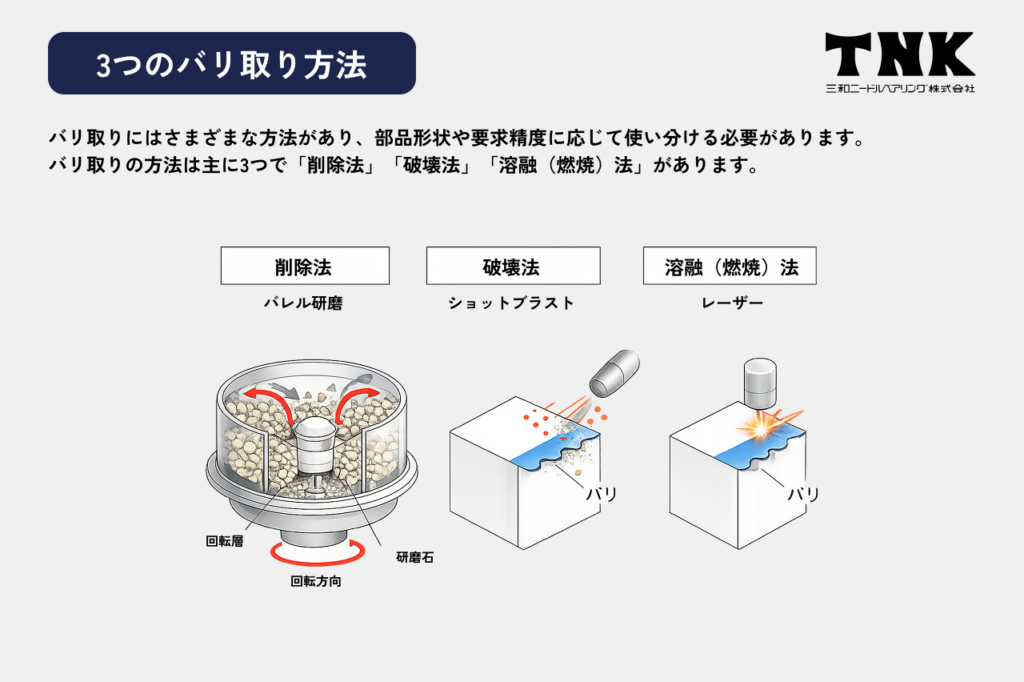
金属のバリ取りにはさまざまな方法があり、すべての部品に共通して適用できる万能な方法は存在しません。部品の形状や材質、バリの状態、そして求められる精度によって、最適な処理方法は大きく異なります。
ここでは代表的な分類を紹介します。
- 削除法
- 破壊法
- 溶融(燃焼)法
削除法
削除法は、工具や研磨材を用いてバリを物理的に削り取る方法です。接触による摩耗で除去するため、均一性が求められる部品に多く用いられます。
| 方法 | 特徴 | 用途 | 注意点 |
| 手作業(カッターナイフ・やすりなど) | 局所的に除去できる | 小ロット・微調整 | ばらつきが出やすい |
| バレル研磨 | 複数部品を一括処理 | 量産品の均一処理 | 細部の制御が難しい |
| ベルト研磨 | 広い面を効率よく処理 | 平面・外周部 | エッジのダレや過剰除去が起きやすい |
| ブラシ研磨 | 軽微なバリ除去 | エッジを残したい場合 | 除去力が弱い |
| バフ研磨 | 表面を滑らかに仕上げる | 外観・微細仕上げ | 過剰除去に注意 |
【関連記事】
バレル研磨とは?多用途で活きる表面処理技術と設計上の注意点
破壊法
破壊法は、衝撃や圧力を利用してバリを折ったり飛ばしたりする方法です。複雑な形状や大量処理に適しているものの、除去精度の制御が難しい傾向があります。
| 方法 | 特徴 | 用途 | 注意点 |
| ショットブラスト | 投射材を高速で当ててバリを破断 | 鋳造品・量産部品 | 精度制御が難しい |
| サンドブラスト | 圧縮空気で研磨材を噴射 | 複雑形状・内部バリ | 過剰処理に注意 |
| ウェットブラスト | 液体と研磨材を同時に噴射 | 表面を傷めにくい処理 | 除去力がやや弱い |
溶融(燃焼)法
溶融法は、熱や化学反応を利用してバリを除去する方法です。内部にあるバリにも対応できるものの、設備コストや適用範囲の制約から特殊な用途に限られる傾向があります。
| 方法 | 特徴 | 用途 | 注意点 |
| 熱バリ取り | 高温でバリのみを瞬時に燃焼 | 内部バリ・複雑形状 | 設備コストが高い |
| 化学加工 | 薬品でバリを溶解 | 微細部品・均一処理 | 材料適合性に注意 |
| 電気化学加工 | 電解反応でバリのみ除去 | 精密部品・内部形状 | 専用設備が必要 |
| レーザー加工 | 局所加熱でバリを溶融除去 | 微細加工・局所処理 | コストが高く条件制御が難しい |
バレル研磨によるバリ取り事例

精密部品のバリ取りを行う場合は、加工の均一性と再現性が重要になるため、工程設計を含めた検討が重要です。ここでは、量産品のバリ取りとしてよく用いられるバレル研磨の事例について紹介します。
- 小径シャフトの微細バリ除去
- 量産部品におけるバリ取りの効率化
- 高精度部品におけるバリ取り設計
小径シャフトの微細バリ除去
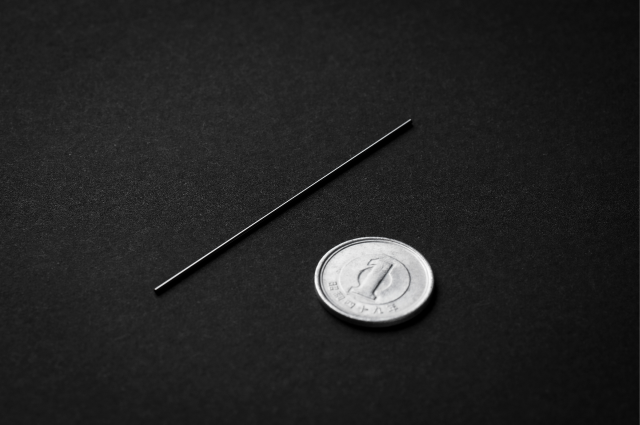
小径シャフトの切削後に発生するバリは、非常に小さいためバリ取りにはバレル研磨を活用します。バレル研磨では、部品と研磨材を同時に処理することで、エッジ部のバリを均一に除去することが可能です。
このとき過剰除去を防ぎながら均一性を確保するためには、部品形状や材質、バリの発生状態に応じて研磨材や処理条件を調整する必要があります。
【関連記事】
三和ニードル・ベアリングで製造された小径シャフトはこちら
量産部品におけるバリ取りの効率化

バレル研磨は容器に多数の部品を入れて一括処理できるため、量産工程のバリ取りに向いています。ただし、部品同士の接触による傷や、除去量のばらつきが発生する可能性がある点に注意が必要です。
研磨石(メディア)やコンパウンドの投入量や回転条件、研磨材の選定などの最適化が欠かせません。
高精度部品におけるバリ取り設計
高精度部品では、バリ取り工程そのものが寸法や機能に影響を与えます。特にエッジ部は、わずかな除去量の違いが性能差につながるため、あらかじめ仕上がりを見据えた設計が必要です。
バレル研磨を用いる場合でも、どの程度エッジを残すか、どこまで除去するかを工程として設計することで、精度と機能の両立が可能になります。
三和ニードル・ベアリングにはバリ取りノウハウが豊富
三和ニードル・ベアリングでは、精密部品におけるバリ取りに関して、高度な加工ノウハウが多数あります。バレル研磨を含む仕上げ工程を社内一貫で管理し、部品形状・材質・精度要件に応じて最適条件を設計することで、バリ除去と寸法精度の両立を実現しています。
金属のバリ取りに関するよくある質問

金属のバリ取りは仕上げ工程として扱われることが多い一方で、実際には寸法や機能に影響を与える重要な工程です。
そのため、単純な後処理としてではなく、加工全体の中でどう位置付けるかが品質を左右します。
ここでは、現場や設計段階でよく挙がる疑問について整理します。
Q1. 金属はバリ取りすると寸法が変わりますか?
Q2. バレル研磨はどのような部品に適していますか?
Q3. 精密部品のバリ取りで注意すべき点は?
Q1. 金属はバリ取りすると寸法が変わりますか?
はい、バリ取りは材料を除去する工程のため、必ず寸法変化が生じます。
特にエッジ部では丸みが付きやすく、意図しない面取りや寸法の変化につながることがあります。
この影響を考慮せずに後工程としてバリ取りを行うと、最終的に設計値から外れるリスクが高まります。
そのため、あらかじめどの程度の除去が発生するのかを見込んだうえで、加工条件や仕上げ代を設計することが重要です。
Q2. バレル研磨はどのような部品に適していますか?
小径部品や複雑形状、量産部品など、均一な処理が求められるケースに適しています。
複数の部品を同時に処理できるため、ばらつきを抑えやすく、安定した品質を確保しやすい点が特徴です。
また、手作業では対応が難しい微細なバリの除去にも有効で、細部まで均一に仕上げたい場合に適しています。
一方で、エッジの形状を厳密にコントロールしたい場合には、他の方法との使い分けが必要になることもあります。
Q3. 精密部品のバリ取りで注意すべき点は?
寸法変化と表面状態の変化を前提に、どの工程でどの程度除去するかを設計することが重要です。
精密部品ではわずかな除去量の違いが、嵌合や摺動性能などの機能に直接影響します。
そのため、単にバリを除去するのではなく、エッジ形状や表面粗さへの影響を含めて管理する必要があります。
加工全体の中でバリ取りをどの位置に組み込むかを明確にし、工程として最適化することが品質安定のポイントになります。
まとめ|金属のバリ取りは加工技術選定と生産工程設計が重要

金属のバリ取りは単なる仕上げ作業ではなく、製品の精度や機能に直結する重要な工程です。適切な方法選定に加えて、加工工程全体を踏まえた品質管理が欠かせません。
三和ニードル・ベアリングでは、研削加工をコア技術としながら、研磨やバリ取りを含めた仕上げ工程にも強みがあります。サブミクロン単位での超精密研削加工に加え、バレル研磨や各種研磨工程を組み合わせることで、表面粗さやエッジ品質まで含めた高精度加工に対応しています。
また、自社開発設備での加工も含めて切削加工や塑性加工、研削加工、熱処理などを含めた社内一貫生産が可能です。1個の試作からでも対応可能ですので、研削加工でお困りの際には、ぜひお気軽にお問い合わせください。