小径シャフトの高精度加工とは?製作事例から精度と設計のコツを紹介
- 部品加工
精密機構や小型装置では、直径が数ミリ以下の小径シャフトが使用されることがあります。近年は機械の小型化や高機能化に伴い、単に細いだけでなく真円度や表面粗さなどの幾何精度まで厳しく管理された高精度な小径シャフトが求められるケースが増えているのです。
しかし、小径シャフトは部品の剛性が低下するなど技術課題も多いため、設計段階から加工工程を意識した検討が重要です。
本記事では、小径シャフトの定義や用途、高精度加工が難しい理由を整理するとともに、実際の加工事例をもとに設計時のポイントを解説します。


高精度な小径シャフトとは?
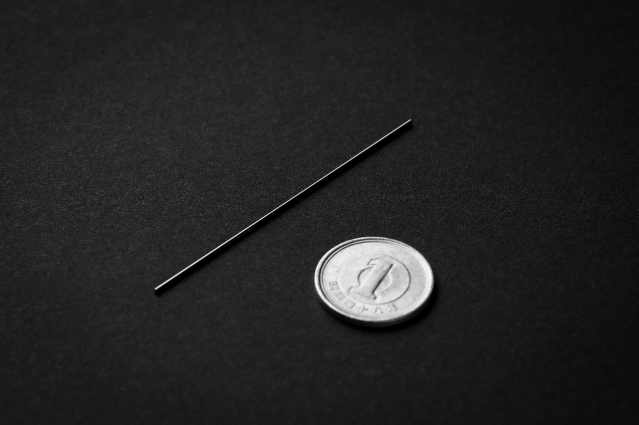
小径シャフトとは、一般的に外径がφ3mm(数ミリ程度)以下の極細シャフトを指します。しかし、医療機器や半導体製造装置、マイクロモーターなどの精密機構に組み込まれる部品においては、単に「細く削れる」だけでは使い物になりません。
本当の意味で「高精度な小径シャフト」と呼べるのは、指定された外径寸法を満たすだけでなく、真円度(どれだけ真ん丸か)、同軸度、表面粗さといった「幾何精度」がサブミクロン(1万分の1ミリ)単位で厳しく管理されたシャフトが必要になります。
ちなみに、なぜ小径シャフトの高精度加工は極めて難しいのかというと、シャフトは細くなればなるほど、材料自体の剛性(硬さ・強さ)が著しく低下します。特に全長に対して外径が細い「L/D比(縦横比)が大きい」形状の場合、刃物を当てた瞬間に材料が逃げてしまう「たわみ」や「ビビリ(振動)」が発生します。
シャーペンの芯をカッターで削ろうとすると、すぐに折れたり曲がったりしてしまうのと同じ原理です。
そのため、通常のシャフト加工とは全く異なり、切削熱のコントロール、刃物の当て方、材料の支持(振れ止め)といった、極めて高度な精密加工技術とノウハウが必要になります。
一般的な目安として、小径シャフトの寸法区分や精度水準は以下のとおりです。
| 寸法区分 | 精度水準 |
|---|---|
| 小径シャフト | 外径 φ3.0mm以下 |
| マイクロシャフト | 外径 φ1.0mm以下 |
| 最小径加工実績 | 外径 φ0.5mm |
| 真円度 | 0.0001mm(0.1μm)レベル |
| 表面粗さ | Ra0.02(鏡面仕上げレベル) |
| 曲がり精度 | 0.02mm以下 |
高精度加工が求められる小径シャフトの用途

小径シャフトは、医療機器や半導体製造装置、小型ロボット、マイクロモーターといった最先端の精密機械の「心臓部」に組み込まれる極めて重要なパーツです。これらの小型機構では、シャフトのわずか数ミクロンの寸法誤差や表面粗さの乱れが、製品全体の致命的な欠陥(異音、動作不良、寿命の低下)に直結します。
具体的に以下のようなシビアな用途・役割において、高精度な小径シャフトが活躍しています。
正確な「位置決め」機能(半導体製造装置・光学機器など)
ナノレベルの制御が求められる半導体装置やレンズの駆動部などでは、シャフトの直進性や寸法精度が少しでも狂うと、正しい位置に停止できません。
ミクロン単位の正確な位置決めを実現するためには、極めてシビアな寸法公差のクリアが絶対条件となります。
「摺動(しゅうどう)安定性」の向上(医療用機器・小型シリンダーなど)
カテーテルや内視鏡の内部部品、極小のピストンなど、部品同士がこすれ合いながら滑らかに動く(摺動する)箇所で使用されます。表面粗さ(Ra)が粗いと、動きが渋くなったり、摩擦による摩耗粉が発生したりするため、鏡面に近い滑らかな仕上げ加工が求められます。
「バックラッシュ(ガタつき)」の低減(小型ロボット関節・精密ギア機構など)
精密なギア(歯車)の軸などに使用される場合、シャフトと穴の間にわずかな隙間(バックラッシュ)があると、動きに遅れやガタつきが生じます。この隙間を極限までゼロに近づけるための、超高精度な外径寸法と真円度が要求されます。
高速回転時の「回転振れ」の抑制(マイクロモーター・スピンドルなど)
ドローンや歯科用ドリル(タービン)などに搭載される超高速回転モーターの軸です。ここでシャフトの「真円度」や「同軸度」が悪いと、回転時に大きな振動(ビビリ)や異音が発生し、モーター自体がすぐに壊れてしまいます。
振れを極限まで抑える圧倒的な幾何精度が不可欠です。
【関連記事】
産業機器のシャフト部品の役割とは?目的や用途と加工時の注意点
高精度な小径シャフトの加工が難しい理由
小径シャフトは品質管理が難しいため、高精度に加工するためにはさまざまな課題を解決する必要があります。
ここでは小径シャフト加工の主な難しさを解説します。
- L/D比が大きく剛性が低下する
- 熱処理や加工応力による歪みが発生しやすい
- 溝加工や偏芯加工で回転バランスが崩れやすい
- 支持方法の選定や測定精度の確保が難しい
L/D比が大きく剛性が低下する
小径シャフトでは、L/D比が大きくなる傾向があります。L/D比が大きい部品は、シャフトの長さに対して直径が小さいため、剛性が低くなります。つまり、加工中の工具負荷や支持条件の影響を受けやすくなる点に注意が必要です。
旋盤加工や研削加工で工具をシャフトに当てるわずかな力でたわみが発生すると、外径寸法や真円度に影響を与えるかもしれません。そこで小径シャフトでは、加工条件を最適化し、適切な支持方法を見極める必要があります。
熱処理や加工応力による歪みが発生しやすい
小径シャフトは部品径が小さいため、わずかな内部応力でも曲がりや寸法変化として現れやすくなります。そのため、熱処理による歪みの影響が大きくなる傾向があるのです。
また、溝加工や穴加工などの後工程で応力バランスが変化した結果、加工後にシャフトが歪むこともあります。そのため熱処理後に研削仕上げを行うなど、歪み対策を取り入れた工程設計が求められます。
溝加工や偏芯加工で回転バランスが崩れやすい
キー溝やDカットなどで断面形状が一定でない場合、小径シャフトの回転バランスが崩れて回転振れや振動につながる可能性があります。
特に高回転する機構では、わずかな偏芯が回転精度や騒音に影響するため、溝加工後の仕上げや精度管理が重要です。
支持方法の選定や測定精度の確保が難しい
直径が小さいほど剛性が低くなるため、小径シャフトは加工中に工具や砥石が当たるだけでもわずかにたわみやすいという特徴があります。
例えば、シャフトの外径仕上げではセンタレス研削を採用する場合、ワークを砥石と調整車で挟んで支持するため、直径が小さいほど支持条件の影響を受けやすくなります。そのため、小径シャフトでは支持状態や加工条件を高度に管理して、真円度や曲がり精度を維持することが大切です。
また、小径シャフトでは測定自体も難しくなります。数ミクロンレベルの精度を評価する場合、測定機器の分解能や測定方法によって結果が変わることがあります。そのため、小径シャフトの高精度加工では、加工技術だけでなく測定環境や測定方法の確保も重要になります。
【関連記事】
シャフトの切削加工は難しい?設備や精度管理から外注選びまで解説
高精度な小径シャフトの精度と加工のポイント
小径シャフトは材料自体の剛性が低いため、溝や穴などの形状を追加すると、加工時の負荷(切削抵抗)や応力の変化によって簡単に曲がりや歪みが発生します。
ここでは、代表的な形状ごとに「なぜ精度が落ちやすいのか」というメカニズムと、高精度を維持するための加工・設計のポイントを解説します。
- 溝付きシャフト
- 穴あきシャフト
- 回転止め付きシャフト
溝付きシャフト
キー溝や位置決め用のD溝、スナップリング用の溝などを持つシャフトです。
精度低下の要因
小径シャフトの一部を削り取って溝を形成すると、その部分の断面剛性が極端に低下します。さらに、加工時の切削抵抗や、内部応力の解放バランスが崩れることで、加工後にシャフト全体が弓なりに曲がったり、回転時の振れが発生したりしやすくなります。
加工・設計のポイント
溝加工による変形を見越し、旋盤での荒加工後に溝入れを行い、その後に熱処理(応力除去)を挟むことが重要です。
外径の仕上げには「センタレス研削」が採用されることが多く、当社のノウハウを活かした緻密な工程順序によって、歪みのない高精度な仕上がりを実現します。
【関連記事】
三和ニードル・ベアリングの溝付きシャフトはこちら
溝付きシャフトとは?種類・用途・加工精度と設計時の注意点を解説
穴あきシャフト

内部に貫通穴や止まり穴、端面のタップ穴(めねじ)などを持つシャフトです。
精度低下の要因
外径が数ミリの小径部品に対してさらに細い穴をあけるため、ドリル加工時に刃先が逃げる「歩き」が発生しやすく、深刻な芯ずれ(同軸度の悪化)を引き起こします。また、穴があくことで肉厚が薄く・不均一になるため、熱処理を行った際の歪み(熱変形)が中実(ムク)のシャフトよりも格段に大きくなります。
加工・設計のポイント
芯ずれを防ぐための正確なセンター穴加工や、ステップ送り(少しずつ削りくずを排出しながら穴をあける手法)の最適化が求められます。設計段階から、極端に肉薄になる箇所を作らないようなバランスの考慮も重要です。
【関連記事】
三和ニードル・ベアリングの穴あきシャフトはこちら
回転止め付きシャフト

ギアやプーリーなどの部品と組み合わせた際の「空転(滑り)」を防ぐために、シャフトの表面に特殊な形状を付加する加工です。断面形状が変化したり、強い圧力がかかったりするため、小径シャフトでは以下の点に注意が必要です。
【関連記事】
三和ニードル・ベアリングの回転止め付きシャフトはこちら
Dカット
シャフトの端部や中間部を平面状に削り落とす(D字型にする)加工で、簡易的な回転止めとして多用されます。
加工・設計のポイントとしては、 フライス加工で平面を削る際、切削工具から受ける横方向の力によって細いシャフトが「たわみ」を起こします。これにより、削った面が傾いたり偏芯したりするリスクがあるため、加工時の強固なワーク保持(振れ止め)と、仕上げ精度の厳密な管理が不可欠です。
【関連記事】
Dカットシャフトとは?トルク伝達や加工時の位置決め精度確保のコツ
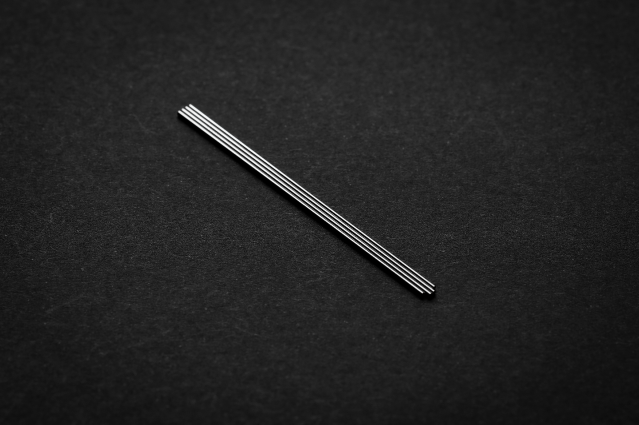
ローレット
圧入時の抜け止めや、手で回す際の滑り止め(グリップ)を目的として、表面に網目や平目の細かな凹凸を形成する加工です。
加工・設計のポイントとしては、 一般的な「転造ローレット」は、強い圧力で金属を押し潰して(塑性変形させて)模様を転写するため、小径シャフトでは加工部の外径が膨張し、シャフト全体が曲がってしまう原因になります。
高精度が求められる場合は、ローレット加工後に外径の仕上げ研削を行うか、材料に負担をかけない「切削ローレット(削り出して模様を作る工法)」を採用するなどの対策が必要です。
ナーリング
ローレット加工と同様に、表面に微細な凹凸(スプライン状のセレーションなど)を形成する加工です。
加工・設計のポイントとしては、基本的な加工原理はローレットと同じく塑性変形を伴うため、小径シャフトでは外径の膨張や曲がりが避けられません。設計段階で「ナーリングを施す機能部」と「ベアリング等が入る高精度な嵌合(かんごう)部」の距離を離すなど、精度への影響を局所的に留める工夫が重要になります。
スウェル
シャフトの一部を外側から叩いたりプレスしたりして塑性変形させ、局所的に太く(フランジ状に拡張)する抜け止め加工です。
加工・設計のポイントとしては、小径シャフトは材料の逃げ場が少ないため、スウェル加工による強い衝撃と応力がシャフト全体に波及し、深刻な曲がりや偏芯を引き起こします。
高精度な小径シャフトに適用する場合は、応力が伝わりにくい設計にするか、変形後の歪み取り工程をセットで組み込む必要があります。
小径シャフトの高精度加工でよくある質問

小径シャフトの設計や加工を検討する際には、加工成立性や精度管理について多くの疑問が生まれます。
ここでは、設計者や調達担当からよく寄せられる質問を紹介します。
Q1. 高精度の小径シャフト設計でよくある検討漏れ事項は何ですか?
Q2. なぜ小径シャフトをセンタレス支持で高精度加工するのが難しいのですか?
Q3. 小径シャフトで表面粗さが小さいとどのようなメリットがありますか?
Q1. 高精度の小径シャフト設計でよくある検討漏れ事項は何ですか?
小径シャフトでは、真円度や曲がりが大きいと回転振れや摩耗の原因になります。そのため、外径公差のみを指定して、真円度や円筒度などの幾何公差を指定していない場合は注意が必要です。
また、小径部品では工程順序によって最終精度が大きく変化するため、溝加工やDカット後の仕上げ工程の考慮も必要です。
Q3. 小径シャフトで表面粗さが小さいとどのようなメリットがありますか?
表面粗さが小さいシャフトは、摺動抵抗が低くなり摩耗寿命が向上します。また、回転機構では摩擦のばらつきが小さくなるため、動作の安定性や静粛性の向上にもつながります。
精密機構では、表面粗さの違いがそのまま動作精度に影響するため、研削加工による仕上げ品質が重要になります。
まとめ|小径シャフトの高精度加工は豊富な加工実績に注目しよう
小径シャフトは、直径が小さくなるほど加工難易度が高くなり、剛性低下や加工時の振れ、熱処理による歪みなどの影響を受けやすくなります。そのため、設計段階から加工方法を考慮し、実績のある加工メーカーと連携することで、量産時の品質トラブルや手戻りを防ぐことができます。
三和ニードル・ベアリングでは、精密マイクロシャフトや精密金属部品に多数の実績があります。溝加工やDカットなどの複合加工はもちろん、設計段階からの加工相談にも対応可能です。小径シャフトの高精度加工を検討している場合は、ぜひお気軽にお問い合わせください。