精密加工における研磨と研削の違いとは?設計判断に役立つ使い分けのポイント
- 加工技術
研磨加工と研削加工は、いずれも精密部品の仕上げ工程として用いられますが、精密領域においては両者の役割と保証できる品質が大きく異なります。
寸法公差や幾何公差が厳しい部品では、加工方法の選択を誤ると、過剰品質によるコスト増加や、精度不足による再加工・手戻りにつながることも少なくありません。
本記事では、研磨による「精密加工」と「精密研削加工」に焦点を当て、加工目的・設計要件・工程設計の観点から両者の違いを整理します。μm単位の精度が求められる精密部品を前提に、設計段階で押さえておきたい使い分けのポイントを解説します。


研磨による精密加工とは
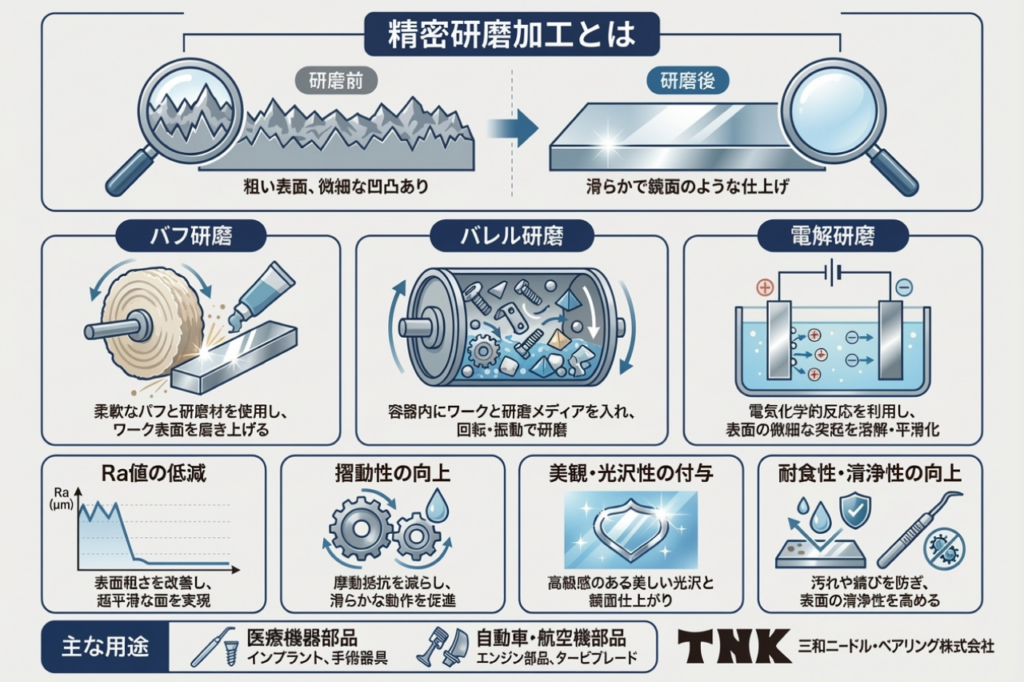
研磨による精密加工とは、部品表面の微細な凹凸を均一化し、表面粗さや表面機能を高いレベルで制御することを目的とした仕上げ加工です。バフ研磨、バレル研磨、電解研磨などの手法を用い、Ra値の低減や摺動性の向上、バリ除去、外観品質の改善などを実現します。
研磨による精密加工は、主に「表面性状の最適化」を担う工程であり、摩擦低減や初期なじみ性の向上といった機能面の改善に有効です。一方で、μm単位の寸法公差や真円度・同軸度といった幾何精度を積極的に作り込む工程ではないため、高精度部品では精密研削加工と組み合わせて使用されるのが一般的です。
【関連記事】
研磨加工とは?精密部品に欠かせない工程と技術の基礎知識
精密研削加工とは
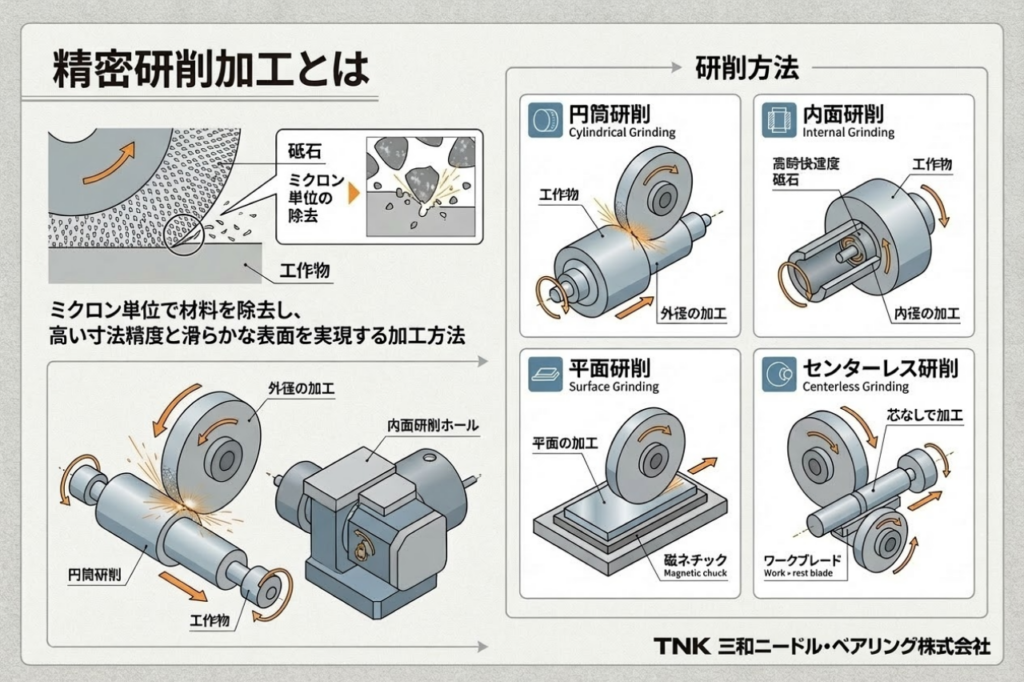
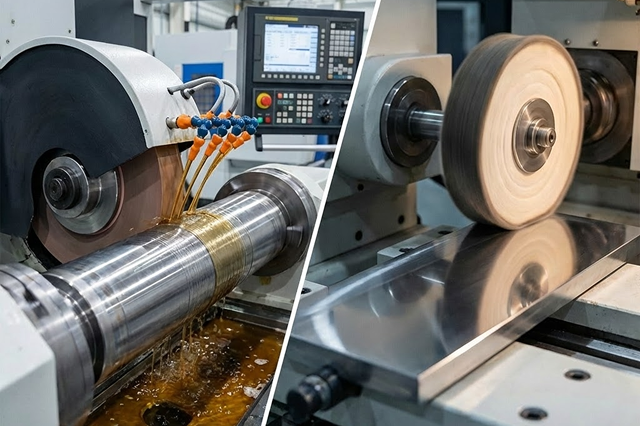
研磨による「精密加工」とは、砥石を用いて材料を微量ずつ除去しながら、μm単位の寸法精度や真円度・円筒度・同軸度といった幾何公差を高い再現性で実現する加工方法です。円筒研削、内面研削、平面研削、センターレス研削などの方式があり、回転軸や嵌合部など、形状精度が性能に直結する部品に広く用いられています。
研磨による「精密加工」は、切削加工だけでは到達が難しい高精度領域を担う「精度保証の工程」と位置づけられます。精密部品ではまず研削によって寸法・形状を成立させ、その後必要に応じて精密研磨加工を追加し、表面機能を整えるという工程設計が一般的です。
【関連記事】
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
加工目的からみる精密研磨加工と精密研削加工の違い

精密研磨加工と精密研削加工の違いを正しく理解するには、まず「どの品質を達成するための加工か」という目的に着目することが重要です。 精密部品では、表面性状を重視すべきか、寸法・形状精度を優先すべきかによって、選択すべき加工方法が変わります。
ここでは、精密加工の視点から両者の基本的な役割の違いを整理します。
- 精密研磨加工は表面粗さや表面機能を重視
- 精密研削加工は寸法精度や形状精度を重視
- 仕上げ工程と精度保証工程の違い
精密研磨加工は表面粗さや表面機能を重視
精密研磨加工は、部品表面の微細な凹凸を均一化し、表面粗さ(Ra・Rzなど)を低減することを主目的とする加工です。バレル研磨やバフ研磨、電解研磨など、要求される精密度や用途に応じて手法が選択されます。
主に外観品質の向上や、摺動部における摩擦係数の低減、バリ除去といった「表面機能の最適化」に有効であり、精密部品の信頼性向上に寄与します。
ただし、精密研磨加工は寸法公差や幾何公差を積極的に作り込む工程ではないため、μm単位の精度保証が求められる部位では単独採用に注意が必要です。設計段階では「数値精度」よりも「表面特性」を重視する場合に適した加工といえます。
精密研削加工は寸法精度や形状精度を重視
精密研削加工は、砥石を用いて材料を微量ずつ除去しながら、寸法精度および形状精度を高い水準で実現する加工法です。
円筒研削、内面研削、平面研削、センターレス研削など用途別の手法があり、μm単位の寸法管理や真円度・円筒度・同軸度といった幾何精度の確保が可能です。精密シャフトや嵌合部品など、わずかな誤差が性能に直結する部位では不可欠な工程となります。
精密研削は単なる仕上げではなく、「図面公差を成立させるための精度保証工程」であるという認識が、設計判断において重要です。
仕上げ工程と精度保証工程の違い
精密研磨加工と精密研削加工が混同されやすい背景には、どちらも最終工程として扱われる点があります。しかし、精密研磨は表面性状の改善を目的とし、精密研削は寸法・形状精度を保証することが主目的です。
例えば、Ra値が低いことと、真円度が良好であることは必ずしも同義ではありません。精密部品の設計段階では「何を保証すべきか」を明確にし、表面機能なのか、嵌合精度なのか、その目的を切り分けることで、加工方法の選定精度が高まります。
【関連記事】
研磨加工と研削加工は違いが分かりにくい?使い分けと設計時のコツ
【設計要件別】精密研磨加工と精密研削加工の使い分け
精密部品における加工方法の選定は、設計要件から逆算して考えることが基本です。
特にμm単位の寸法精度や幾何公差が関わる場合、「精密研磨加工」と「精密研削加工」では担える役割が明確に異なります。
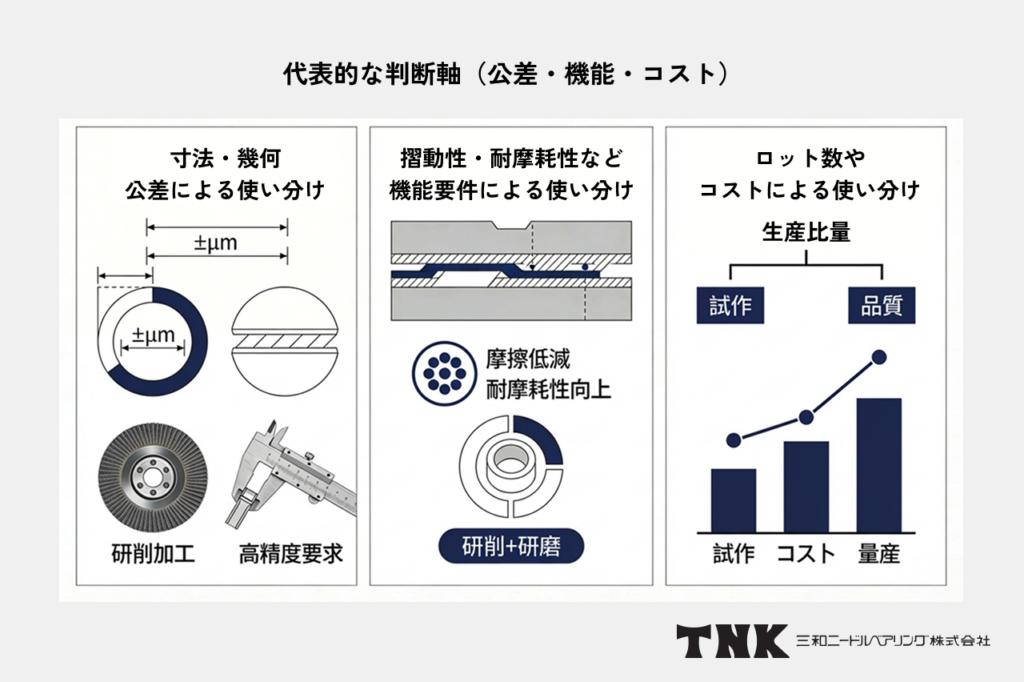
ここでは、公差、機能、コストという代表的な判断軸から、設計段階で押さえておきたい使い分けの考え方を整理します。
- 寸法公差・幾何公差による使い分け
- 摺動性や耐摩耗性など機能要件による使い分け
- ロット数やコストによる使い分け
寸法公差や幾何公差による使い分け
図面に±数μmレベルの寸法公差や、真円度・同軸度・平面度といった幾何公差が指定されている場合、精密研削加工が前提となるケースがほとんどです。
精密研磨加工は表面粗さを改善する工程であり、安定してμm精度や幾何公差を作り込む用途には適していません。
特に回転軸や嵌合部では、わずかな偏心や真円度不良が振動・異音・摩耗につながるため、精密研削による形状精度の確保が不可欠です。
つまり、精密研磨だけでは寸法・形状精度を保証できないケースが多く、まず精密研削で精度を成立させ、その後に研磨で表面性状を整えるという工程設計が基本となります。
設計段階では、公差体系と加工方法が整合しているかを必ず確認することが重要です。
摺動性や耐摩耗性など機能要件による使い分け
摺動部や接触部では、表面粗さだけでなく、表面の微細形状が摩擦特性や潤滑状態に影響を与えます。
精密研削のみでも一定の粗さは得られますが、摩擦低減や初期なじみの改善、高寿命化が求められる場合には、精密研磨工程を追加することで機能特性を向上させることができます。
例えば高速回転部や長寿命設計が前提となる精密部品では、「幾何精度は精密研削で担保し、摺動性は精密研磨で最適化する」といった役割分担が一般的です。
機能要件を分解し、「精度で担保すべき項目」と「表面性状で担保すべき項目」を切り分けることが、設計上の重要なポイントになります。
ロット数やコストによる使い分け
加工方法の選定には、ロット数や目標コストも重要な判断材料となります。少量試作では柔軟な工程設計が可能ですが、量産では工程安定性とコスト効率が重視されます。
必要以上にμm精度の研削や過剰な研磨工程を指定すると、加工時間や検査工数が増加し、コスト増につながる可能性があります。
設計段階で要求品質を明確にし、「本当に必要な精度」と「機能上許容できる精度」を整理することで、過剰品質を避け、QCDバランスの最適化が可能になります。
精密研磨加工と精密研削加工を組み合わせる工程設計の考え方
精密部品では、単一工程だけでは寸法精度と表面機能の両方を満たせないケースが多く、工程を分解して設計することが一般的です。
特にμm単位の寸法管理や幾何公差が関わる場合は、精密研削加工と精密研磨加工の役割分担を前提に工程設計を行います。
ここでは「精度を作る工程」と「表面機能を整える工程」という視点で整理します。
- 精密研削でμm精度と幾何公差を確保し、精密研磨で表面性状を最適化する
- 精密研削のみでは表面機能が不足する場合がある
- 精密研磨だけでは寸法・形状精度を保証できない
- μm精度が必要になる典型的なケース
精密研削でμm精度を確保し、精密研磨で表面性状を整える
高精度かつ高機能が求められる精密部品では、まず精密研削加工によって寸法公差や真円度・同軸度といった幾何公差をμmレベルで成立させ、その後に精密研磨加工で表面粗さや摺動特性を調整する工程設計が一般的です。
この順序を逆にすると、研磨後に再研削が必要になったり、表面性状が再び変化してしまうケースがあるため、工程設計段階で役割を明確にすることが重要です。
要求品質を「寸法・形状」と「表面機能」に分解し、工程ごとの目的を定義することで、無理のない精密加工フローを構築できます。
精密研削のみでは表面機能が不足する場合がある
精密研削加工はμm単位の寸法精度や幾何精度を実現できますが、用途によっては研削仕上げだけでは表面粗さや摺動特性が機能要求を満たさない場合があります。
特に摺動部や高速回転部では、Ra値だけでなく表面の微細な山谷形状が摩擦係数や潤滑状態に影響します。
このようなケースでは、精密研削後に精密研磨工程を追加することで、初期なじみ性や耐摩耗性を向上させ、長期的な信頼性を確保する設計が採られます。
精密研磨だけでは寸法・形状精度は保証できない
精密研磨加工は表面を均一化する工程であり、±数μmレベルの寸法公差や真円度・同軸度といった幾何公差を安定的に作り込む用途には適していません。
例えば、回転軸や嵌合部のように形状精度が性能に直結する部品では、精密研磨のみを指定すると設計値を満たせないリスクがあります。 精度保証が前提となる場合は、まず精密研削で形状を成立させ、その上で必要に応じて精密研磨を追加するという考え方が基本になります。
μm精度が必要になる典型的なケース
μm単位の精度管理が求められる代表的な例としては、以下のような部品があります。
- ベアリング嵌合部を持つシャフトやスピンドル
- 高精度位置決めが必要なセンサ用回転軸
- シール部や摺動部を持つ精密シャフト
- 同軸度が性能に直結するモーター軸や駆動軸
これらの部品では、わずかな寸法誤差や真円度不良が振動、摩耗、寿命低下につながるため、精密研削による形状精度の確保が不可欠となります。その上で、必要に応じて精密研磨を組み合わせることで、精度と表面機能の両立を図ります。
精密研磨加工・精密研削加工で製造メーカーへ相談する際のポイント

μm単位の寸法精度や幾何公差が関わる精密部品では、加工選定の判断が性能・コスト・納期に大きく影響します。精密研磨加工と精密研削加工のどちらを採用すべきか迷う場合は、設計段階で製造メーカーへ相談することが有効です。
ただし、精密加工の検討を行うためには、共有すべき設計情報を整理しておくことが前提となります。
- 早期の相談はQCDに直結する
- 研磨か研削か判断に迷う要件がある場合
- 新規形状・難削材・μm精度要求がある場合
早期の相談はQCDに直結する
精密部品では、公差体系や幾何公差の設定次第で工程構成が大きく変わります。
仕様確定後に「精密研削が必要だった」「研磨だけでは精度が不足する」と判明すると、再設計や工程追加が発生し、QCDを悪化させる可能性があります。
設計段階で寸法公差や真円度・同軸度などの妥当性を検証することで、無理のない精密加工フローを構築できます。特にμm精度を要求する部位では、早期相談がコスト最適化につながります。
研磨か研削か判断に迷う要件がある場合
寸法公差、幾何公差、表面粗さ、使用環境(回転数・荷重・摺動条件など)を整理して共有することが重要です。
数値が確定していない場合でも、「精度優先か」「耐摩耗性優先か」といった設計意図や優先順位を伝えることで、最適な工程提案を受けやすくなります。
加工方法を固定するよりも、求める機能と許容範囲を明確にする姿勢が、合理的な精密加工設計につながります。
新規形状・難削材・μm精度要求がある場合
新規形状や難削材、±数μmレベルの寸法公差や厳しい幾何公差がある場合、工程順序や加工余肉の設定、熱処理との前後関係まで含めた再検討が必要になります。
精密研削と精密研磨の組み合わせや、仕上げ工程の役割分担を事前に設計しておくことで、安定した品質再現が可能になります。
変更可能な要件と固定要件を明確にした上で相談することが、再現性の高い工程設計の鍵となります。
三和ニードル・ベアリングの精密加工対応について

三和ニードル・ベアリングでは、サブミクロンレベルの精密研削加工をコア技術とし、切削・熱処理・精密研磨までを一貫対応できる体制を整えています。
回転軸や嵌合部など、μm精度や幾何公差が性能に直結する精密部品についても、設計段階からの技術相談が可能です。
精密研磨加工と精密研削加工の使い分けでお悩みの場合は、図面段階からぜひご相談ください。
精密研磨加工・精密研削加工に関してよくある質問

ここでは、精密部品の設計現場で実際に寄せられることの多い質問を整理します。
Q1. 精密研削加工はどのような製品に使われていますか?
Q2. 精密研磨加工と精密研削加工を同時に指定しても問題ありませんか?
Q3. 図面に精密研磨・精密研削をどう指定すればよいですか?
Q1. 精密研削加工はどのような製品に使われていますか?
精密研削加工は、μm単位の寸法精度や真円度・同軸度といった幾何公差が性能に直結する部品に広く用いられています。代表例としては、クランクシャフトやカムシャフト、ベアリング内外輪、スピンドル、精密シャフト、金型部品などがあります。
特に回転精度や嵌合精度が重要な部位では、切削だけでは精度が不足するため、精密研削が不可欠な工程となるケースが多く見られます。
【関連記事】
産業機器におけるシャフト部品の種類や用途と加工のポイントを解説
Q2. 精密研磨加工と精密研削加工を同時に指定しても問題ありませんか?
用途によっては両工程を組み合わせることがあります。ただし、目的を整理せずに両方を指定すると過剰品質やコスト増につながる可能性があります。
基本的には、精密研削で寸法・形状精度を確保し、必要に応じて精密研磨で表面性状を整えるという考え方が一般的です。まずは要求精度と表面機能を明確にし、それぞれを満たすために本当に必要な工程を検討することが重要です。
Q3. 図面に精密研磨・精密研削をどう指定すればよいですか?
図面では加工方法を固定するよりも、寸法公差、幾何公差(真円度・同軸度など)、表面粗さといった品質要件を明確に示すことが基本です。
これにより製造側で最適な精密加工工程を検討しやすくなり、過剰品質や再加工のリスクを減らすことができます。
まとめ|精密研磨加工と精密研削加工は設計要件に合わせた使い分けが重要
精密研磨加工と精密研削加工は、どちらも精密部品に欠かせない工程ですが、担う役割は明確に異なります。
精密研削加工はμm単位の寸法精度や幾何公差を成立させる「精度保証の工程」、精密研磨加工は表面粗さや摺動特性を最適化する「表面機能の工程」と考えると整理しやすくなります。
設計段階で「どの精度を保証したいのか」「どの機能を重視するのか」を明確にし、必要に応じて両工程を組み合わせることで、過剰品質を避けつつ安定した品質を実現できます。
三和ニードル・ベアリングでは、サブミクロンレベルの精密研削加工をコア技術とし、切削・熱処理・精密研磨までを含めた一貫生産体制で対応しています。μm精度や幾何公差が関わる精密部品についても、設計段階からの技術相談が可能です。
精密研磨加工と精密研削加工の使い分けでお悩みの際は、お気軽にご相談ください。