切削加工のバリとは?発生原因から除去方法と設計時の対策まで解説
- 加工技術
切削加工では、旋削やフライス加工、穴あけ加工などの工程で「バリ」と呼ばれる不要な突起が発生します。バリは一見すると小さな出っ張りに見えますが、組み付け不良や寸法精度の低下、摺動不良などの品質トラブルにつながることも少なくありません。
また、設計段階でバリの発生を十分に考慮していない場合、製造工程で追加のバリ取り作業が必要となり、コストや納期に影響を与える可能性があります。
そこで本記事では、切削加工で発生するバリの基礎知識から発生原因、代表的なバリの種類、除去方法、さらに設計段階でできる対策について解説します。
【関連記事】
切削加工とは?種類や特徴から製作できる代表的な部品例までを徹底解説


切削加工のバリとは
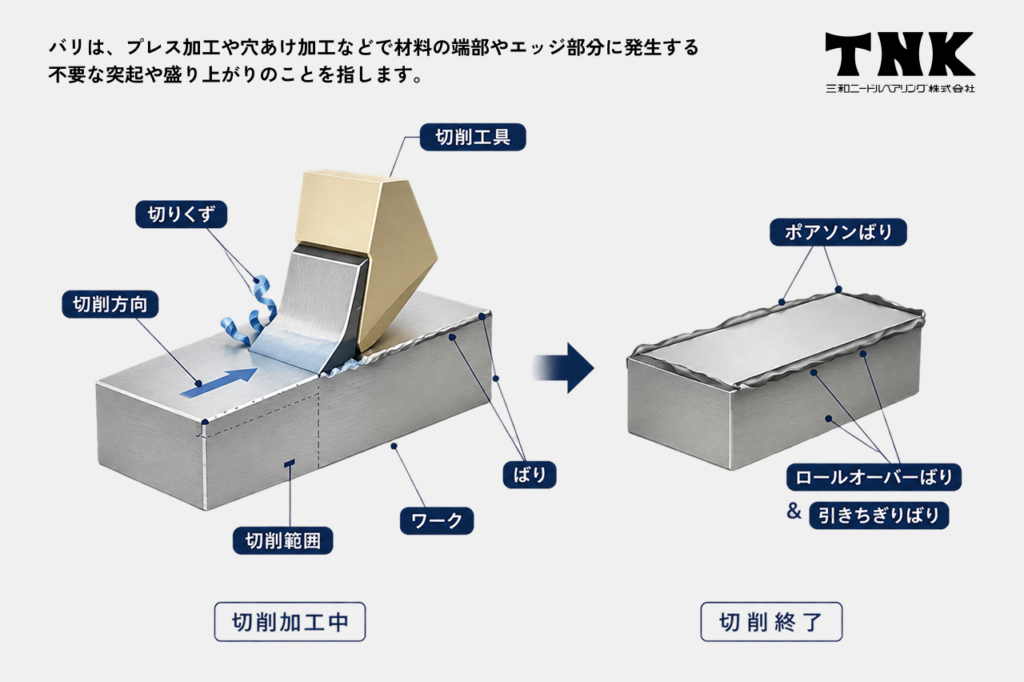
バリとは、切削加工や穴あけ加工などで材料の端部やエッジ部分に発生する不要な突起や盛り上がりのことです。JISでは「角のエッジにおける幾何学的な形状の外側の残留物」と定義されています。現場では「かえり」と呼ばれることもあります。
切削加工では、工具によって材料を除去する際に材料の一部が塑性変形したり、切りくずが完全に分離されなかったりすることでバリが発生します。完全にバリをなくすことは難しく、多くの場合は発生を抑制しながら必要に応じて除去するという考え方が取られます。
- バリの定義
- バリが製品の品質に与える影響
バリの定義
バリは切削加工だけでなく、さまざまな加工方法で発生します。以下の表はバリの種類の一例です。
| 種類 | 発生する加工 | 主な発生要因 |
|---|---|---|
| 切削バリ・研削バリ | 切削・フライス・穴あけ・研削など | 切りくずや材料が押し出されて残留する |
| せん断バリ | プレス・せん断 | せん断時の塑性変形 |
| 鋳造バリ | 鋳造・樹脂成形 | 型の合わせ面から材料がはみ出す |
| 塑性変形バリ | 鍛造・転造 | 材料が型外へ押し出される |
| 溶融凝固バリ | 溶接・はんだ付け・メッキ塗装など | 溶融した材料が凝固して残る |
バリが製品の品質に与える影響
バリは製品品質や安全性にさまざまな悪影響を及ぼします。
例えば、嵌合部や摺動部にバリが残っていると、組み付け時に干渉が発生したり、摺動抵抗が増加したりすることがあります。また、寸法測定時にバリを含めて測定してしまうと、本来の寸法と異なる値となり、品質管理の妨げになることもあります。
さらに、バリが脱落すると異物となって機械内部へ侵入し、摩耗や故障の原因になる可能性があります。電子部品ではショートを引き起こすケースもあります。
作業者の安全面にも注意が必要です。鋭利なバリによって手指を負傷する事故は珍しくありません。そのため、バリ対策は品質向上だけでなく安全確保の観点からも重要です。
バリが発生する原因
切削加工でバリが発生する主な原因は、材料の塑性変形と切りくずの分離不良にあります。
切削時には工具から大きな力が加わり、材料が変形しながら除去されます。このとき材料が押し出されたり、切りくずが完全に切断されなかったりするとバリとして残ります。
バリの発生を助長する要因として、以下が挙げられます。
- 工具の摩耗による切れ味低下
- 切り込み量や送り量など切削条件の不適正
- 穴あけ加工時の出口側の支持不足
- 延性や靭性の高い材料の使用
- ワーク形状や固定方法の不適切さ
特に穴あけ加工では、工具が材料を貫通する瞬間に材料が押し出されやすく、出口側に大きなバリが発生することがあります。
切削加工で発生するバリの種類

切削加工で発生するバリは、発生するタイミングやメカニズムによって分類できます。
| 種類 | 発生タイミング | 大きさの傾向 | 代表的な発生箇所 |
|---|---|---|---|
| ポアソンバリ | 切削開始時・加工中 | 比較的小さい | エッジ側面 |
| ロールオーバーバリ | 切削終了時 | 比較的大きい | 貫通部・切り終わり端 |
ポアソンバリ
ポアソンバリは、工具が材料へ食い込む際や加工途中で発生するバリです。
工具から加わる力によって材料が押し出され、エッジ部や側面に小さな盛り上がりとして現れます。ドリル加工やフライス加工など幅広い加工で発生し、比較的小さいものの寸法精度や外観品質に影響を与えることがあります。
切削開始時に発生するため引きちぎりバリと呼ばれたり発生部位別にエントランスバリ、サイドバリと呼ばれる場合もあります。
ロールオーバーバリ
ロールオーバーバリは、工具が加工面を抜ける出口部分で発生するバリです。引きちぎりバリと呼ばれることもあります。
切削終端で材料を支える部分が少なくなると、切りくずが完全に分離されず加工方向へ押し出されます。その結果、材料端部に比較的大きなバリが形成されます。
特にドリル加工の貫通穴出口やフライス加工の切り終わり部分で発生しやすく、除去作業の負担も大きくなる傾向があります。
切削加工におけるバリ取りの方法
切削加工で発生したバリは、部品の機能や品質に影響を与えるため、形状や用途に応じた適切な方法で除去する必要があります。しかし、バリ取り方法にはそれぞれ得意な部品形状や精度範囲があり、すべての部品に適用できる万能な方法は存在しません。
例えば、小ロット品や精密部品では細かな調整ができる方法が求められます。一方で、量産品では処理効率や品質のばらつきを考慮した方法の選定が重要です。
バリ取り品質は製品性能や組立性にも影響するため、部品形状や要求精度、生産数量を踏まえて最適な方法を選択する必要があります。
ここでは、切削加工で用いられる代表的なバリ取り方法について解説します。
【関連記事】
金属のバリ取り方法を徹底解説!高品質に仕上げるコツとは?
- 削除法
- 破壊法
- 溶融(燃焼)法
削除法
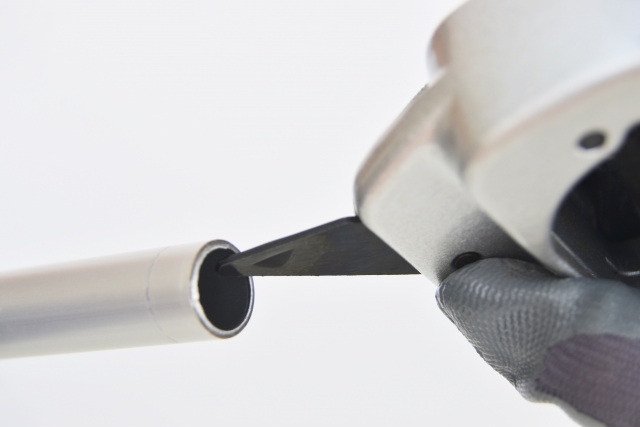
削除法は、工具や研磨材を用いてバリを物理的に削り取る方法です。
代表例として、エンドミルややすり、スクレーパー、砥石、ブラシなどを使用した方法があります。少量生産や複雑形状の部品に適していますが、手作業でバリを削り取るため品質が作業者の技量に左右されやすい点に注意が必要です。
量産品の場合は、バリ取りカッターやブラシ工具を用いた機械加工などが広く利用されています。
破壊法
破壊法は、衝撃や電気化学的な作用によってバリを除去する方法です。代表例として、バレル研磨やショットブラストなどがあります。
バレル研磨は砥粒と製品を一緒に運動させることでバリを除去する方法です。大量の小物部品を効率よく処理でき生産性に優れていますが、エッジの丸みや寸法変化が生じる場合があるため、精度が求められる部品では注意が必要です。
一方、ショットブラストは投射材を吹き付けてバリを除去する方法で、表面処理を兼ねる場合があります。
【関連記事】
バレル研磨とは?多用途で活きる表面処理技術と設計上の注意点
溶融(燃焼)法
溶融法は熱エネルギーまたは化学加工などを利用してバリを除去する方法です。
例えば、サーマルデバーリング法(TEM)では、酸素と可燃ガスの混合気を瞬間的に燃焼させてバリのみを焼失させます。
複雑な内部形状や交差穴など、人手や工具が届きにくい箇所にも適用できますが、専用設備が必要なためコストが高くなる傾向があります。
設計段階でできるバリ抑制のポイント
加工後にバリを除去するだけでなく、設計段階からバリの発生を考慮することで製造負荷を低減できます。
ここでは、設計段階でできるバリ抑制のポイントについて解説します。
- 材料の延性・硬さと選定に注意する
- エッジ形状と面取り指示を適切に行う
- バリ対策指示を図面に盛り込む
材料の延性・硬さと選定に注意する
材料特性はバリの発生しやすさに大きく影響します。
例えば、SUS304に代表されるオーステナイト系ステンレスは延性や靭性が高く、バリが大きくなりやすい傾向があります。一方、焼き入れ材やSUS440Cなどのマルテンサイト系ステンレスは比較的バリが発生しにくい反面、加工難易度が高くなります。
そのため、強度や耐食性だけでなく、加工性やバリの発生しやすさも考慮して材料を選定することが重要です。
エッジ形状と面取り指示を適切に行う
面取りやR指定は、バリ抑制に有効な設計手法の一つです。特に貫通穴の出口側はロールオーバーバリが発生しやすいため、あらかじめ面取りを指示することでバリの影響を軽減できます。
また、糸面取りを採用することで、機能を損なわずにエッジ部の安全性を向上させることも可能です。
バリ対策指示を図面に盛り込む
バリ対策を確実に実施するためには、図面への明確な指示が重要です。
作図の注記に「バリなきこと」「バリ、カエリなきこと」といった指示が用いられることがありますが、これだけではバリをどのように取り除けばよいかが判断しづらくなります。
重要な部位については、適宜許容できるバリ高さや面取り寸法、R寸法などを具体的に指示することが大切です。特に嵌合部や摺動部では、エッジ品質が機能に直結するため注意が必要です。
ただし、必要以上に厳しいバリ取り指示は、加工工数やコストの増加につながる場合があります。材質や形状、加工方法によって適切なバリ対策は異なるため、加工メーカーと協議したうえで、機能面と製造面のバランスを考慮した図面指示を取り入れることが重要です。
切削加工のバリに関してよくある質問

切削加工のバリは完全になくすことが難しく、発生を抑えるためには設計・加工条件・工具選定を総合的に検討する必要があります。また、バリは組付け不良や摺動不良、安全性の低下につながる可能性があるため、発生後の除去だけでなく、発生量を最小限に抑える考え方も重要です。
図面指示の方法や許容できるバリの考え方は、部品の用途や要求精度によって異なります。ここでは、切削加工のバリに関して現場や設計段階でよく寄せられる質問について解説します。
Q1. バリを発生させないためにはどうすればよいですか?
Q2. 図面にバリ対策はどのように指示しますか?
Q3. バリはどのような問題の原因になりますか?
Q1. バリを発生させないためにはどうすればよいですか?
A. 完全にバリをなくすことは困難です。工具の切れ味維持、切削条件の最適化、面取りを考慮した設計などを組み合わせ、発生量を最小限に抑えることが現実的な対策方法です。
特に切削工具の摩耗が進行すると、材料をきれいに切断できずバリが大きくなる傾向があります。
また、被削材の材質や加工形状によっても発生しやすさは異なります。バリ取り工程を前提とするのではなく、加工段階からバリを発生させにくい条件を検討することが重要です。
Q2. 図面にバリ対策はどのように指示しますか?
A. 図面には「バリ・カエリなきこと」だけでなく、面取り寸法やR寸法、許容するバリ高さを具体的に指示することが推奨されます。特に嵌合部や摺動部では、エッジ品質が製品機能に影響するため、要求品質を加工メーカーと事前に共有しておくとよいでしょう。
「バリ・カエリなきこと」という指示だけでは品質基準が曖昧になりやすく、加工現場によって解釈が異なる場合があります。機能上重要な箇所は許容値や仕上げ状態を明確にし、検査方法も含めて事前に取り決めておくことが品質の安定につながります。
Q3. バリはどのような問題の原因になりますか?
A. バリは、組み付け不良、寸法誤差、摺動不良、異物混入、作業者の怪我などの原因になります。製品の信頼性や安全性に影響するため適切な管理が必要です。
例えば、シャフトや軸受部品ではわずかなバリでも組み付け時の干渉や摩耗を引き起こし、性能低下につながる可能性があります。また、医療機器や精密機器では脱落したバリが異物となり、重大な品質問題に発展することもあります。
そのため、バリは外観不良ではなく機能品質に関わる重要な管理項目として扱われています。
まとめ|切削加工のバリ対策は材料選定と図面指示から始めよう
バリは切削加工において避けて通れない現象ですが、その発生メカニズムや種類、除去方法を理解することで品質トラブルの低減につながります。また、設計段階から材料選定や面取り、図面指示を適切に行うことで、製造現場の負担軽減やコスト削減も期待できます。
三和ニードル・ベアリングでは、自社開発設備を活用したサブミクロン(10000分の1mm)精度での超精密研削加工に対応しています。
研削加工をコア技術として、切削加工、熱処理、塑性加工などを含めた社内一貫生産が可能です。試作から量産まで対応していますので、精密部品加工でお困りの際はぜひお気軽にお問い合わせください。