
超精密部品の加工事例から分かる精度限界と加工の考え方を解説
- 加工技術
超精密部品の加工を検討する際、どの精度まで実現可能なのかや加工方法の選定は重要な判断ポイントです。
超精密加工とは、単に寸法を小さく仕上げることではなく、回転精度や摺動特性といった機能要件に対して、幾何公差と面粗さを高次元で両立させる加工が求められます。
本記事では、小径部品、すべりねじ、リードスクリュー、コロの具体的な部品事例をもとに、実現されている精度水準と加工上の考え方を整理します。用途や工法との関係性などに着目することで、超精密加工の実情を知りましょう。


超精密加工で用いられる代表的な精度指標とは?

超精密加工では、単一の寸法精度だけでなく、複数の幾何公差や表面性状を総合的に管理します。代表的な精度指標を整理します。
超精密加工で用いられる主な管理指標には、外径公差、真円度、円筒度、表面粗さなどがあります。材質や形状、加工方法、測定条件、加工先の実績などによるものの、一般的に超精密加工と言われるのは以下のような領域です。
- 外径精度:±0.0001mm
- 真円度/円筒度:0.0001mm以下
- 表面粗さ:Ra0.02以下
【関連記事】
超精密加工とは?特徴や加工例から依頼時の注意点までを解説
精密加工とは?種類や特徴・活用のメリットやデメリットを詳しく解説
超精密小径部品の加工例
医療用機器や精密機器分野では、微細形状と高精度を同時に求められる小径部品が使用されます。
ここでは超精密小径部品の加工例について紹介します。
- 超精密小径部品の製品説明
- 超精密小径部品の精度
超精密小径部品の製品説明
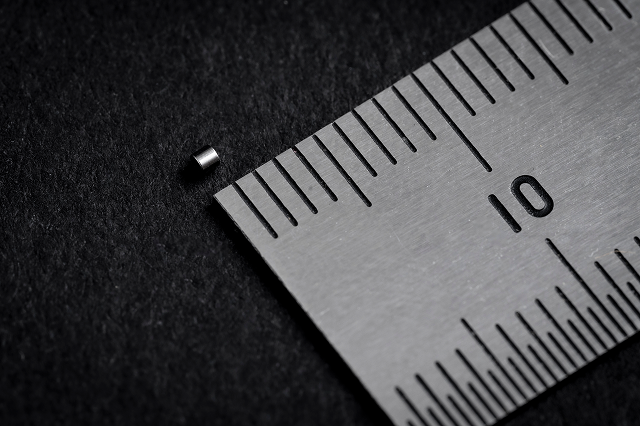
小径部品は、体内や微細機構へのアプローチを前提とした部品です。そのため、テーパー加工や尖頭加工といった先端形状の高精度化に加え、微細穴加工にも対応する必要があります。
超精密加工の場合でも斜め穴、貫通穴、止め穴などの加工が必要であり、それぞれに形状精度と位置精度の両立が重要です。微細径であるほど工具剛性や振れ管理が難しくなり、加工条件の最適化と安定した設備環境が品質を左右します。
超精密小径部品の精度
- 微細穴加工:φ0.04mm~
斜め穴、貫通穴、止め穴などを加工する場合、微小径になるほど、工具のたわみや摩耗の影響が顕著になるため、加工精度は設備性能だけでなく工程設計に依存します。
また、穴径精度のみならず、位置精度や同軸度も重要となるため、総合的な精度保証が不可欠です。
【関連記事】
三和ニードル・ベアリングが制作した小径すべりねじ
超精密すべりねじの加工例

微細な直線運動を担うすべりねじは、位置決め精度と耐久性の両立が求められる部品です。
超精密すべりねじの加工例について紹介します。
- 超精密すべりねじの製品説明
- 超精密すべりねじの精度
超精密すべりねじの製品説明
小径高精度すべりねじは、ロボットアームなど微細な動きと耐久性の両立が要求される用途に使用されていて、ユニットの小型化・軽量化を図ることが可能です。
また、特殊な樹脂ナットと研削スクリューを組み合わせることでバックラッシュを抑え、小型ながら優れた位置決め精度を実現しています。
超精密すべりねじの精度
小径高精度すべりねじでは、単一ピッチ誤差や累積ピッチ誤差の管理が重要となり、加工精度だけでなく組み合わせ精度も性能を左右します。
| ナット・スクリュー | φ0.55・ピッチ0.15mm(世界最小クラス) |
| 外径 | φ0.5〜φ12.0 |
| 全長 | 3.5mm〜200.0mm |
| ピッチ | 0.15mm〜3.00mm |
| ねじ山形状 | 40°〜60° |
また、PPSやPA66などの樹脂ナットとの組み合わせで、バックラッシュの低減や軽量化に寄与したり、材質は硬質材や焼入れ材にも対応することも可能です。
【関連記事】
三和ニードル・ベアリングが製造した大径すべりねじ
すべりねじとは?種類・用途とボールねじとの違いをわかりやすく解説
超精密リードスクリューの加工例

リードスクリューでは、加工方法によって精度水準が大きく異なります。
超精密リードスクリューの加工例について紹介します。
- 超精密リードスクリューの製品説明
- 超精密リードスクリューの精度
超精密リードスクリューの製品説明
リードスクリューは、カメラのズーム機構など高い位置決め精度が求められる用途で使用されます。超精密加工では、研削加工で焼き入れたあとに加工を行うことも可能です。条件によって、曲がりを抑えた加工や、中空材料への加工にも対応できます。
超精密リードスクリューの加工方法には研削と切削があり、熱処理後の歪み管理やフランク面の仕上げ品質が性能に直結します。各々は、用途やコスト要求に応じて選定されます。
超精密リードスクリューの精度
研削加工と切削加工のどちらでも超精密加工が可能です。用途に応じて精度とコストのバランスを取る設計が重要です。
研削加工の場合
| 外径公差 | ±0.002mm |
| フランク面粗さ | Ra0.1 |
| 単一ピッチ誤差 | 0.005mm |
| 累積ピッチ誤差 | 0.008mm |
| 曲がり | 0.02mm以下 |
切削加工の場合
| 外径公差 | ±0.02mm |
| フランク面粗さ | Ra0.8 |
| 単一ピッチ誤差 | 0.01mm |
| 累積ピッチ誤差 | 0.02mm |
| 曲がり | 0.05mm |
【関連記事】
リードスクリューとは?仕組み・種類・用途と加工のポイントを解説
超精密コロの加工例

コロは回転・摺動性能を左右する重要部品です。
超精密コロの加工例について紹介します。
- 超精密コロの製品説明
- 超精密コロの精度
超精密コロの製品説明
コロは、非球面レンズ加工機やV字型リテーナーなど高精度な回転や摺動が求められる装置に使用され、ガイド機構や位置決め機構の中核部品となります。
社内一貫生産体制がある場合、超精密加工でも小ロットや短納期や低コスト対応に対応可能です。
また、SUJ2、各種ステンレス、セラミック、超硬、窒化ケイ素などの難削材や硬質材にも対応できます。外径φ0.5〜φ20.0、全長0.9mm〜150mm程度であれば、超精密加工を行う余地があります。
超精密コロの精度
コロでは外径寸法だけでなく、真円度・円筒度が回転精度や寿命に直結します。特に高精度装置用途では、わずかな形状誤差が振動や摩耗につながるため、超高精度の幾何公差管理が不可欠です。
| 真円度 | 0.0001mm |
| 表面粗さ | Ra0.02 |
| 径相互差 | 0.0001mm |
| 円筒度 | 0.0001mm |
【関連記事】
三和ニードル・ベアリングが製造したコロの製品群
ベアリングにおけるコロの種類と用途、高精度加工に必要なポイント
超精密部品の加工例に関してよくある質問
ここでは、超精密部品の加工例に関してよくある質問を整理します。
Q1. 高精度が求められる製品はシャフト以外に何がありますか?
Q2. 超精密加工ではどの精度まで公差を指定すべきですか?
Q3. 図面が未確定の時点から超精密部品の加工相談は可能ですか?
Q1. 高精度が求められる製品はシャフト以外に何がありますか?
小径微細部品、すべりねじ、リードスクリュー、コロなどが代表例です。特に位置決め機構や回転機構に関わる部品では、真円度やピッチ誤差といった幾何公差が重要視されます。
単なる寸法精度だけでなく、機能に直結する形状精度が求められる点が特徴です。
Q2. 超精密加工ではどの精度まで公差を指定すべきですか?
必要以上に厳しい公差はコスト増や歩留まり低下につながります。用途に対して必要十分な精度を設定することが重要です。
例えば回転用途では真円度・円筒度、位置決め用途ではピッチ誤差やバックラッシュが優先指標になります。機能要件から逆算した公差設定が合理的です。
Q3. 図面が未確定の時点から超精密部品の加工相談は可能ですか?
用途や要求性能が整理されていれば、図面確定前でも方向性の検討は可能です。
材質や加工方法の違いによって達成可能精度は変わるため、初期段階での情報共有が精度設計の最適化につながります。
まとめ|超精密部品の加工例から精度や対応範囲の目安を知ろう
超精密部品では、外径公差や真円度、円筒度、表面粗さに高い水準が求められますが、その精度がどの機能と関連しているかの見極めが欠かせません。
用途から逆算して、必要十分な精度を設定することが、超精密加工における合理的な設計アプローチです。
三和ニードル・ベアリングでは、研削を中核とした高精度加工技術により、ねじやコロなど幅広い超精密部品に対応しています。材質や形状、ロット条件を含めた検討が可能ですので、精度設計や加工可否でお悩みの際は、ぜひお気軽にご相談ください。