旋盤加工の製品例を紹介!形状・用途・加工方法の選び方まで解説
- 加工技術
旋盤加工は、円筒形状の部品を高精度に削り出す製造業の基本となる加工方法です。シャフト・ローラー・ボルト・ブッシュなど、身の回りの製品から産業機械の心臓部まで、あらゆる分野で旋盤加工によって作られた部品が使われています。
ただし、実際の製造現場では旋盤加工だけで製品が完成するケースは少ないのが実情です。多くの場合、旋盤加工で大まかな形状を削り出した後、熱処理で強度を高め、研削や研磨で最終精度を出すといった複数工程の組み合わせが前提となります。
そのため、旋盤加工で「どのような製品が作れるのか」「どの工程をどう組み合わせるのか」を理解しておくことは、設計担当者にとって非常に重要です。
本記事では、旋盤加工で製造される代表的な製品例を形状別・用途別に紹介するとともにわかりやすく解説します。


旋盤加工とは?

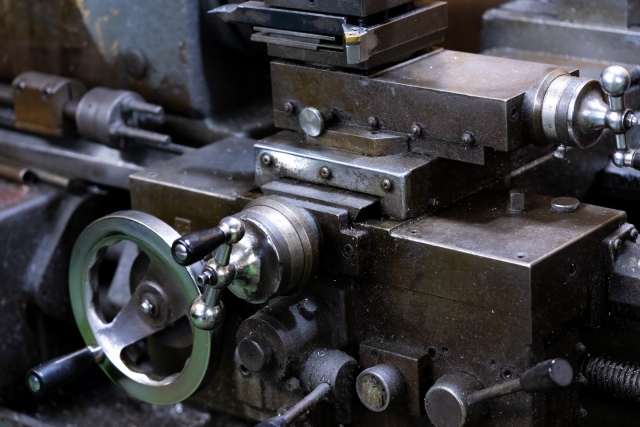
旋盤加工とは、材料(ワーク)を高速で回転させながら、バイトと呼ばれる刃物を当てて削り出す切削加工の一種です。ワークが回転することで、刃物が固定されていても全周にわたって均一に切削できるため、円筒形・段付き・テーパー(円錐)・ねじ形状など、回転体形状の加工に最も適した工法として知られています。
「金属加工の基本」と呼ばれるほど歴史が古く、紀元前の古代エジプトにまで起源を遡るとされる伝統的な技術ですが、現代でも製造業に欠かせない中核技術として進化を続けています。
旋盤加工は、回転対称の形状を高精度に仕上げるのに向いています。代表的な加工形状は次のとおりです。
| 加工方法 | 加工内容 |
|---|---|
| 外径加工 | 円筒の外周を削って外径寸法を整える |
| 内径加工(中ぐり) | 穴の内側を削って内径を仕上げる |
| 端面加工 | 材料の端面を平らに削る |
| 段付き加工 | 直径の異なる円筒を連続して削り出す |
| テーパー加工 | 円錐状に傾斜をつけて削る |
| ねじ切り加工 | おねじ・めねじを成形する |
| 突切り加工 | 材料を切断する |
【関連記事】
旋盤加工とは?加工の仕組みと部品製作への活用ポイント
ステンレス旋盤加工の基礎|切削性や加工条件からみた材料選びのコツ
旋盤加工の代表的な製品例

旋盤加工によって作られる部品は、自動車・産業機械・医療機器・航空宇宙・半導体製造装置など、現代社会を支える幅広い産業分野で活用されています。
「回転体の形状を高精度に削り出す」という旋盤加工の特性は、動力を伝える軸部品や摺動する円筒部品との相性が非常に良く、機械の心臓部とも言える重要部品の多くが旋盤加工によって生み出されています。
ここでは、旋盤加工で製造される代表的な製品例の形状的特徴・要求精度・加工工程の流れを詳しく紹介します。
- ストレートシャフト・段付きシャフト
- 難削材部品(チタン・マグネシウム・耐熱鋼など)
ストレートシャフト・段付きシャフト

シャフトは、回転動力を伝える軸や部品の位置決め基準として機能する部品で、旋盤加工で製造される製品のなかでも最もポピュラーな代表例です。モーターから動力を伝えるドライブシャフト、印刷機の搬送ローラー軸、産業ロボットの関節軸など、機械があるところには必ずと言っていいほどシャフトが使われています。
シャフトには大きく分けて、外径が一定のストレートシャフトと、複数の直径を持つ段付き形状の段付きシャフトの2種類があります。いずれも旋盤加工の得意分野であり、特に小径で溝の少ないシンプルな形状は旋盤加工に最適です。
要求される精度は用途によって大きく異なりますが、精密機器用のシャフトでは外径精度がサブミクロン(1万分の1mm)単位で管理されることもあります。ミクロン単位の精度を出すためには、旋盤加工単体では限界があり、後工程との組み合わせが不可欠です。
【関連記事】
三和ニードル・ベアリング製造のストレートシャフトはこちら
段付きシャフトの用途や製造工程、設計・加工の注意点について解説
難削材部品(チタン・マグネシウム・耐熱鋼など)

近年、航空宇宙・ドローン・医療機器・半導体製造装置などの先端分野では、軽量性・耐熱性・耐食性を備えた難削材を使った部品ニーズが急速に高まっています。代表的な難削材は次のとおりです。
| 材料 | 特徴 | 主な用途 |
|---|---|---|
| チタン合金 | 軽量・高比強度・耐食性 | 航空機部品、医療インプラント |
| マグネシウム合金 | 実用金属で最軽量 | ドローン、電子機器筐体 |
| 耐熱鋼(インコネル系・SUH系) | 高温強度・耐酸化性 | エンジン部品、タービン |
| ステンレス系難削材 | 耐食性・強度 | 医療機器、化学プラント |
難削材は、一般的な鋼材と比べて熱伝導性が低く、加工時の熱が逃げにくいため、工具刃先が高温になり工具寿命が極端に短くなる傾向があります。
さらに、マグネシウム合金のように発火リスクを伴う材料もあり、加工現場での安全管理も含めた高度なノウハウが要求されます。
【関連記事】
三和ニードル・ベアリング製造の難削材部品はこちら
難削材のチタンは加工が難しい?代表的な課題と対応技術を徹底解説
旋盤加工だけでは完成しない製品が多い理由
旋盤加工は、外径・内径・段差・テーパー・ねじといった基本形状を高効率かつ高精度に削り出せる優れた工法です。ただし、要求精度が高い部品や高機能が求められる製品では、旋盤加工単体で最終形まで仕上げるのは難しいのが実情です。
それぞれの理由と対策となる後工程を理解しておくことで、設計段階から最適な工程設計を組み立てられるようになります。
- 理由1:焼き入れ後の高硬度に旋盤バイトでは対応できない
- 理由2:旋盤加工では表面粗さに限界がある
- 理由3:熱処理による寸法変化を後工程で補正する必要がある
- 理由4:生産条件によっては旋盤加工以外の工法が適している
理由1:焼き入れ後の高硬度に旋盤バイトでは対応できない
シャフトやコロ、ねじ部品などは、摩耗や疲労に耐えるために焼き入れ処理を施すのが一般的です。
焼き入れによって材料の硬度はHRC60前後まで上昇しますが、硬度が高くなりすぎると通常の旋盤バイトでは切削が困難になります。具体的には、以下のような問題が発生します。
- バイトの刃先が摩耗しやすく、工具寿命が極端に短くなる
- 切削抵抗が増大し、加工精度が悪化する
- ビビリ(振動)が発生し、表面品質が低下する
- 工具コストが跳ね上がり、採算性が悪化する
焼き入れ後の硬い材料を高精度に仕上げるには、バイトではなく砥石を使う研削加工が最適解となります。
理由2:旋盤加工では表面粗さに限界がある
旋盤加工は、回転するワークにバイトを当てて削り取る工法のため、どうしても加工面には工具の送り跡(カッターマーク)が残ります。一般的な旋盤加工で実現できる表面粗さはRa0.4~1.6μm程度が目安となり、それ以上滑らかな仕上げは困難です。
しかし、用途によっては、より滑らかな表面が求められる場面があります。
- 摺動部品(軸受、シャフト、ねじなど):摩擦低減のため鏡面に近い仕上げが必要
- シール接触面:オイル漏れ防止のため微細な凹凸も許されない
- 光学部品の取り付け面:寸法精度と表面品質の両立が必須
- 医療機器部品:洗浄性・衛生性の観点から平滑な表面が必要
Ra0.1μm以下の鏡面に近い表面が求められる場合は、旋盤加工だけでは到達できないため、研削加工やスーパーフィニッシュ、ラッピングなどを組み合わせて仕上げます。
理由3:熱処理による寸法変化を後工程で補正する必要がある
焼き入れなどの熱処理を行うと、加熱・冷却による組織変化や残留応力の影響によって、寸法や形状がわずかに変化することがあります。具体的には次のような変化が考えられます。
- 外径・内径が数十μm単位で膨張または収縮する
- 真円度・円筒度にわずかな歪みが生じる
- シャフト類では長さ方向の伸び縮みが発生
- 反り・曲がりが目視できないレベルで残る
熱処理後の寸法・形状を高精度に整えるためには、研削加工による補正仕上げが欠かせません。「旋盤加工で粗加工 → 熱処理 → 研削加工で精度を出す」という工程フローが高精度部品の製造で標準的に採用されているのは、熱処理ひずみを後工程で吸収する設計思想によるものです。
理由4:生産条件によっては旋盤加工以外の工法が適している
旋盤加工に向いている円筒形の形状であっても、生産数量などによっては、旋盤加工前提ではなく最初の工法自体を見直す場合もあります。例えば、大量生産される小径部品では、まずバー材を旋盤加工するのではなく、コイル材を切断して加工を始める工法を採用することがあるのです。
バー材は棒状の材料のため、1本ずつ材料交換や段取りが発生します。一方、コイル材は線材をロール状に巻いた材料のため、自動機への連続供給が容易で大量生産に適しています。そのため、生産数量が多い部品では、旋盤加工を起点とするよりも効率化が図れます。
旋盤加工の製品例から見る外注先選定のポイント

旋盤を用いた製品はその他の加工を組み合わせることが多いため、外注先を選ぶ際も後工程まで含めた対応力で判断することが重要です。
- 試作から量産まで対応できるか
- 熱処理・研削まで一貫対応できるか
- 難削材や特殊形状の実績があるか
- 製品に応じた工法設計ができるか
- 検査体制や品質保証を確認する
試作から量産まで対応できるか
開発初期は1個・数個単位の小ロット対応が必要で、量産移行後は月産数万〜数十万個といった安定供給が求められます。
試作と量産を別メーカーに分けると工法変更や品質ばらつきが起きやすく原因が特定しにくくなるため、試作から量産まで一貫対応できるメーカーを選ぶことで、スケジュール短縮と早期の品質安定化が図れます。
熱処理・研削まで一貫対応できるか
旋盤加工を行うメーカーでも、熱処理や研削加工は別会社へ外注している場合があります。工程ごとに加工先が分かれると、品質管理や納期調整が複雑になるため注意が必要です。
熱処理・研削まで一貫対応できるメーカーであれば、材質や形状に応じた条件調整がしやすく、品質安定や納期短縮につながります。
難削材や特殊形状の実績があるか
旋盤加工ができる加工メーカーでも、量産実績が少ない場合は品質管理などに課題があるかもしれません。
特にチタンや耐熱鋼、セラミックなどの難削材や、極小径部品や中空形状などへの具体的な部品の加工実績や採用業界が分かると、類似部品に対するノウハウの深さを見極めやすくなります。
製品に応じた工法設計ができるか
似たような形状の部品でも、材料や生産数量、要求精度によって最適な工法は異なります。
旋盤加工が適している場合もあれば、切断や塑性加工、研削加工を中心とした工程構成が有利な場合もあります。加工可否だけでなく、製品に応じて適切な工法を提案できるかの見極めが重要です。
検査体制や品質保証を確認する
真円度測定器・硬さ試験機・自動外観検査機などの検査設備を社内で保有しているか、またISOなどの品質認証を取得しているかは信頼性の重要な指標です。
医療機器業界向け部品を発注する場合はISO13485*1の取得有無も参考になります。
旋盤加工の相談なら三和ニードル・ベアリング

三和ニードル・ベアリングは、切削加工や熱処理、センタレス研削をはじめとした各種研削技術に多数の実績があります。
また、バレル研磨やスーパーフィニッシュなどの後加工や検査にも対応する社内一貫生産体制が特徴です。IATF16949・ISO9001・ISO14001・ISO13485 *1を取得し、自動車・産業機械・医療機器業界・航空宇宙など幅広い分野への納入実績があります。
*1 <適用範囲>非埋植能動医療向け切削加工金属部品及び射出成形樹脂部品の製造 医療機器事業ユニットにて認証取得 本社兼筑波事業所にて認証取得
旋盤加工の製品例についてよくある質問

ここでは、旋盤加工の製品例としてよくある質問を解説します。
Q1. 旋盤加工に向いている形状と不向きな形状はありますか?
Q2. 旋盤加工品の公差はどの段階で決めるべきですか?
Q3. 量産を前提とした旋盤加工では何を考慮すべきですか?
Q1. 旋盤加工に向いている形状と不向きな形状はありますか?
A. 旋盤加工はシャフトや ねじ類などの回転体形状に最適です。
四角形や多角形など回転体でない形状はフライスやマシニングセンタとの組み合わせが向いています。また、細長い形状は旋盤単体では曲がりが出やすいため、センタレス研削との併用が一般的です。
Q2. 旋盤加工品の公差はどの段階で決めるべきですか?
A. 図面作成の初期段階で決めることが理想です。
要求する公差や表面粗さによって、旋盤加工だけで対応できるか、研削加工や熱処理など追加工程が必要になるかが変わります。後から高精度な条件を追加すると、コスト増や納期延長につながる恐れがあり注意が必要です。
Q3. 量産を前提とした旋盤加工では何を考慮すべきですか?
A. ロット内の寸法ばらつき管理が重要です。
研削加工から熱処理、仕上げ加工が一つの加工先で対応できると品質が安定しやすくなります。不具合発生時の原因究明のためにも、トレーサビリティ体制が整った加工メーカーに依頼すると安心です。
まとめ|旋盤加工は製品例を参考にして要件定義を行おう
旋盤加工は多くの精密部品の起点となる加工方法ですが、最終品質は研削加工や熱処理、バレル研磨などの後工程で決まります。加工の依頼先を選ぶためには、製品例を参考に加工工程の全体像を整理することが、設計品質の向上と調達リスクの低減につながります。
三和ニードル・ベアリングでは、旋盤加工をはじめとした精密部品の加工に多数の実績があります。加工条件によって最小1個の試作から数万個単位の量産にも対応できるため、旋盤加工を用いた製品の加工について気になる点は、お気軽にお問い合わせください。