
難削材加工とは?加工が難しい理由や加工の対策方法・精度確保のコツを紹介
- 加工技術
高性能な機械部品を設計する際には、耐熱性・耐摩耗性・耐食性などの優れた特性を持つ材料が求められます。こうした性能を実現する材料の多くは加工難易度が高く、「難削材」と呼ばれます。
難削材は製品性能を高める一方で、加工工程においては工具寿命の低下や寸法精度のばらつき、切削熱の問題などが発生しやすくなります。そのため、材料特性を理解したうえで適切な加工技術や工程設計を行うことが重要です。
本記事では、難削材の基本的な特徴と加工が難しい理由を整理し、代表的な材料ごとの課題と加工対策、さらに精度を確保するためのポイントについて解説します。


難削材とは?
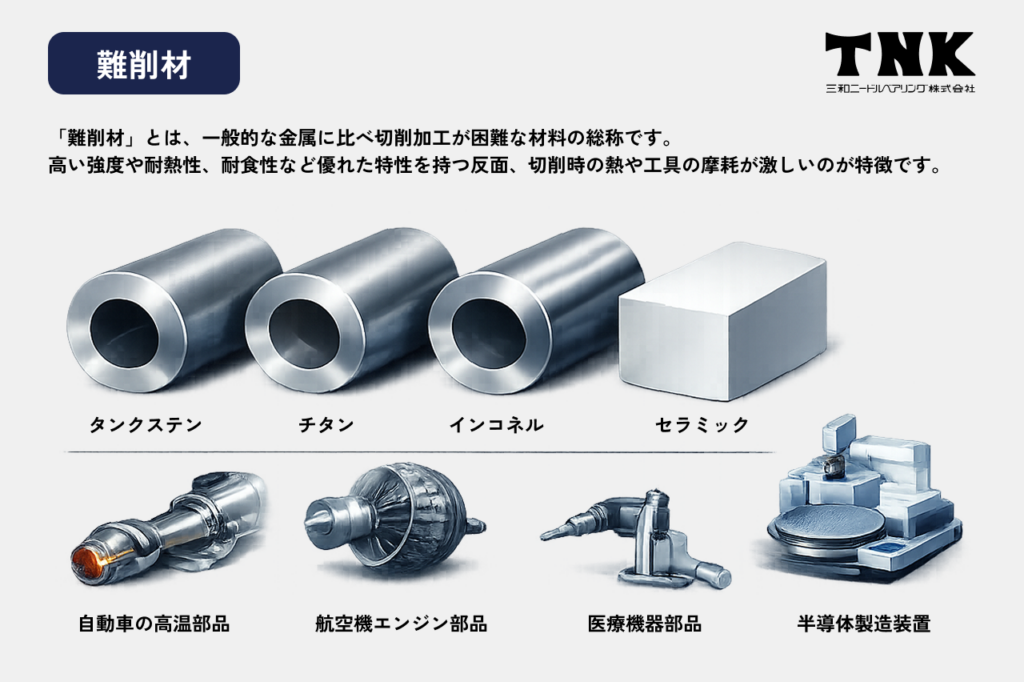
難削材(なんさくざい)とは、一般的な炭素鋼やアルミニウム合金などと比較して、切削加工が非常に難しい材料の総称です。明確な数値による定義があるわけではなく、現場での加工経験や工具の摩耗度合いなどから、相対的に「削りにくい」と判断される素材を指します。
代表的なものとして、チタン合金、ニッケル基合金(インコネルなど)、ステンレス鋼などが挙げられます。
難削材は加工が困難である半面、「強度が高い」「熱に強い(耐熱性)」「錆びにくい(耐食性)」といった優れた機械的・化学的特性を持っています。そのため、極めて高い信頼性と耐久性が求められる産業分野において欠かせない素材となっています。
具体的には、自動車のエンジン周辺の高温部品、航空宇宙産業におけるジェットエンジン部品、生体適合性が重視される医療機器(インプラントや人工関節など)、微細な精度が要求される半導体製造装置などで広く採用されています。
優れた機能を持つ反面、切削時には工具への負荷が非常に大きくなります。
そのため、難削材を加工する際は、一般的な金属と同じアプローチではなく、材料特性に合わせた最適な切削工具の選定や、加工条件の調整が重要になります。
【関連記事】
切削加工における難削材対応とは?材質別の課題と加工技術
切削加工とは?種類や特徴から製作できる代表的な部品例までを徹底解説
難削材の加工が難しいと言われる6つの理由

難削材は単に「硬い」というだけでなく、材料が持つ特有の物理的・化学的特性によって加工難易度が跳ね上がります。
ここでは、難削材の加工が難しいとされる代表的な6つの理由と、現場で起きる具体的なトラブルについて整理します。
- 硬度が高く工具摩耗が激しい場合
- 熱伝導率が低く刃先に切削熱が集中しやすい場合
- 加工実績が不足して被削性が読みにくい場合
- 粘性が高く切粉が処理しづらい場合
- 材料と工具との化学的親和性が高い場合
- 加工時に発火や引火の可能性がある場合
1. 硬度が高く工具摩耗が激しい場合
難削材の多くは常温でも高い硬度・強度を持つため、切削工具の刃先に極めて大きな物理的負荷(切削抵抗)がかかります。その結果、工具の摩耗が通常の材料よりも早く進行し、刃先が欠ける「チッピング」などのトラブルを引き起こしやすくなります。
工具の劣化は、加工精度や表面粗さ(加工面の滑らかさ)の悪化に直結します。
そのため、高硬度な難削材を加工する際は、超硬合金やCBN(立方晶窒化ホウ素)など耐摩耗性に優れた工具材質や、特殊なコーティングが施された工具を適切に選定することが重要です。
2. 熱伝導率が低く刃先に切削熱が集中しやすい場合
チタン合金やインコネルなどの難削材は「熱伝導率が低い(熱を逃がしにくい)」という特徴があります。通常、切削時に発生した摩擦熱は切りくず(切粉)と共に排出されますが、難削材の場合は熱が逃げず、工具の刃先に集中してしまいます。
刃先が異常な高温(時には1000℃以上)になると、工具摩耗が急激に加速します。さらに、工具やワーク(加工物)の熱膨張によって寸法精度にばらつきが生じたり、加工面に熱によるダメージが残ったりすることもあります。
この問題を防ぐため、高圧クーラント(切削液)を用いた冷却方法の最適化など、切削熱を逃がすための工程設計が必須となります。
3. 加工実績が不足して被削性が読みにくい場合
特殊用途で使用される難削材は、一般的な鋼材やアルミ材と比べて市場に出回る量が少なく、加工実績やデータが乏しい傾向にあります。「どの工具で、どのくらいの速度で削れば良いか」という最適な加工条件が確立されていないケースも少なくありません。
情報が不足している中で加工を進めると、工具の突発的な破損や不良品の発生リスクが高まります。
そのため、事前のテスト加工(試し削り)を通じて切削条件や工具寿命を慎重に確認しながら、手探りで工程を設計する時間とコストがかかる点も、加工が難しいとされる理由の一つです。
4. 粘性が高く切粉が処理しづらい場合
オーステナイト系ステンレス鋼などの材料は、硬いだけでなく「粘り気(粘性)」が強く、加工硬化(削られた部分が硬くなる現象)を起こしやすい特徴があります。また、切削時に切りくずが細かく分断されず、長く繋がった状態で発生しやすくなります。
この長く伸びた切りくずは、工具や加工物に絡みつきやすく、加工面に傷(むしれ)をつけたり、最悪の場合は機械の停止や工具破損の原因になったりします。
そのため、粘性の高い難削材を加工する際は、切りくずを細かく分断するためのチップブレーカー(工具の溝形状)の選定や、排出性を高める加工条件の調整が欠かせません。
【関連記事】
ステンレス加工の基礎と注意点|用途別に最適な加工法とは?
5. 材料と工具との化学的親和性が高い場合
難削材の中には、超硬合金などの工具材料と化学的な親和性が高く、切削中の高温・高圧下で材料が刃先に溶けつくように付着しやすいものがあります。この現象は「溶着」と呼ばれ、刃先に材料がこびりつく「構成刃先(こうせいはさき)」という厄介なトラブルを引き起こします。
構成刃先が発生すると、本来の刃先形状が変わってしまい加工精度が落ちるだけでなく、付着した材料が剥がれ落ちる際に工具の刃先ごとむしり取ってしまい、工具寿命を大幅に縮めます。
この問題を防ぐためには、材料が付着しにくい平滑なコーティング工具の使用や、適切な切削油の選定が重要です。
6. 加工時に発火や引火の可能性がある場合
マグネシウムやチタンなどの材料は、加工時に発生する細かい切りくずや粉塵が発火しやすいという危険な特性を持っています。特に、水溶性の切削油とマグネシウムが反応して水素ガスを発生させたり、高速加工や乾式加工(切削油を使わない加工)で切りくずの温度が上昇したりすると、火災の大事故に繋がる恐れがあります。
加工現場では、引火を防ぐための適切な切削油(不水溶性クーラントなど)の採用、こまめな切りくずの清掃・管理、専用の消火設備の準備など、加工技術以上に厳重な安全対策が不可欠となります。
難削材の代表的な種類と加工上の課題

難削材と呼ばれる材料にはさまざまな種類があり、それぞれ「なぜ削りにくいのか」という理由が異なります。
ここでは、加工現場で頻繁に扱われる代表的な難削材を取り上げ、その特徴や用途、そして加工を成功させるための具体的なポイントを解説します。
- ステンレス鋼(SUS材)
- チタン・チタン合金
- インコネル(ニッケル基超耐熱合金)
- マグネシウム合金
ステンレス鋼(SUS材)
ステンレス鋼は、錆びにくく(耐食性)、見た目も美しいため、生活用品から産業用機械・医療器具まで幅広く使用される身近な素材です。しかし、実は代表的な難削材の一つとして知られています。
特に「SUS304」などに代表されるオーステナイト系ステンレス鋼は非常に粘り気が強く、切削中に削った面が硬くなる「加工硬化」を起こしやすいのが特徴です。また、熱伝導率も低いため、熱が逃げずに工具摩耗が急激に進んでしまいます。
加工のポイント
加工硬化を起こした層をこすらないよう、切れ味の鋭い(すくい角の大きい)工具を選定し、適切な切り込み量を維持しながら一気に削り取ることが重要です。
【関連記事】
ステンレスとは?特徴・種類・錆びにくい理由をくわしく解説
チタン・チタン合金
チタンは「軽い・強い・錆びない」の三拍子が揃った高機能素材です。人体への親和性も高いため、航空宇宙分野の部品から、人工骨などの医療用インプラントまで幅広く使用されています。
難削材としては、熱伝導率が極めて低く切削熱が刃先に集中しやすい点や、工具材(超硬合金など)と化学的に反応しやすく、切りくずが刃先に張り付く「溶着」を起こしやすい点が厄介です。
さらに、弾性が高い(たわみやすい)ため、薄肉加工では「ビビリ(振動)」が発生しやすく、寸法精度を出すのが困難になります。
加工のポイント
切削速度を抑え、高圧クーラントなどで刃先を強力に冷却・潤滑すること。そして、変形を防ぐために剛性の高い工作機械と工具を使用するビビリ対策が必須です。
【関連記事】
難削材のチタンは加工が難しい?代表的な課題と対応技術を徹底解説
インコネル(ニッケル基超耐熱合金)
インコネルは、ニッケル(Ni)を主成分とし、クロム(Cr)やモリブデン(Mo)などを添加した超耐熱合金です。高温環境下でも強度や耐酸化性が落ちないため、航空機のジェットエンジンやガスタービン部品に不可欠ですが、業界内でも「難削材中の難削材」として恐れられています。
常温でも硬いうえに加工硬化が著しく、高温になっても柔らかくならないため、切削時にすさまじい負荷(切削抵抗)が工具にかかります。刃先の特定の場所だけがえぐれるように摩耗する「境界摩耗」も起きやすい素材です。
加工のポイント
一般的な超硬工具ではあっという間に刃がボロボロになるため、耐熱性・耐摩耗性に特化した特殊コーティング工具やセラミック工具を選定し、加工条件を極めて慎重に設定する必要があります。
マグネシウム合金
マグネシウムは実用金属の中で最も軽く、自動車部品やノートパソコンの軽量筐体などに使用されています。実は、マグネシウム自体は柔らかく、切削抵抗も小さいため「非常に削りやすい素材」です。
しかし、全く別の理由で難削材(取り扱い注意材)として扱われます。それは「発火の危険性」です。切削時に発生する細かい切りくずや粉塵が酸素と結びつきやすく、わずかな摩擦熱で激しく燃焼・爆発する恐れがあります。
加工のポイント
マグネシウムは水と反応して可燃性の水素ガスを発生させるため、水溶性クーラント(切削液)の使用は厳禁です。不水溶性(油性)クーラントを使用するか、厳重な切りくず管理と専用の消火設備を整えた上での加工が絶対条件となります。
【関連記事】
世界初の『体に残らない医療機器』を実現へ「生体吸収性マグネシウム合金」の製品開発に挑む協業事例
難削材加工の対策に求められる加工技術と精度確保のコツ

難削材の加工においては、「ただ削れるかどうか」だけでなく、工具寿命をいかに延ばすか、加工精度をどう維持するか、そして量産時に安定した品質を保てるかを見据えた工程設計が重要です。
ここでは、難削材加工のハードルを乗り越え、高精度な加工を安定して実現するための4つの重要な対策とコツを解説します。
- 最適な切削工具(材質・コーティング)の選定
- 切削条件(加工条件)の最適化
- 切削熱を逃がす冷却・潤滑(クーラント)の徹底
- 剛性の高い工作機械と治具の使用
最適な切削工具(材質・コーティング)の選定
難削材加工の成否は、工具選びで8割が決まると言っても過言ではありません。材料の特性(硬いのか、熱を持つのか、粘るのか)に合わせて、耐摩耗性や耐熱性に優れた工具を選定することが第一歩です。
1. 工具材質の使い分け
一般的な超硬合金だけでなく、インコネルなどの高耐熱合金には「セラミック工具」、高硬度材には「CBN(立方晶窒化ホウ素)工具」など、母材の段階から難削材に特化したものを選択します。
2. コーティングの効果
チタン合金やステンレス鋼における「溶着(切りくずの張り付き)」を防ぐため、耐熱性・潤滑性に優れた特殊コーティング(TiAlNなど)が施された工具を使用することで、工具寿命を飛躍的に延ばすことが可能です。
切削条件(加工条件)の最適化
難削材は切削抵抗(削る際の反発力)が大きいため、一般的な設定(切削速度、送り速度、切込み量)で加工すると、あっという間に工具が破損します。
1. 切削速度を落とす
刃先が高温になるのを防ぐため、基本的には「切削速度(回転数)」を低く設定するのが鉄則です。
2. 送り速度と切込み量の工夫
ステンレス鋼のように「加工硬化」を起こす材料では、少しずつ削ると硬くなった表面ばかりをこすることになり逆効果です。刃先が硬化層の下を的確に捉えられるよう、適切な切込み量と送り速度を維持する(逃げずにしっかり削る)プログラム設計が求められます。
切削熱を逃がす冷却・潤滑(クーラント)の徹底
難削材加工における最大の敵は「熱」です。熱伝導率の低い難削材は、切削熱が刃先に集中して工具の摩耗やワーク(加工物)の熱膨張による寸法不良を引き起こします。
高圧クーラントの活用
通常の切削油のかけ方では、刃先の熱で油が蒸発し、肝心な加工点まで届かないことがあります(膜沸騰現象)。
高圧クーラントシステムを使用して、刃先と切りくずの間にピンポイントで高圧の油や液を噴射することで、確実な冷却・潤滑を行うと同時に、切りくずを強制的に分断・排出させることが加工安定化の鍵となります。
剛性の高い工作機械と治具の使用
難削材の大きな切削抵抗に打ち勝つためには、刃物だけでなく、それを取り付ける機械側の「力強さ」も不可欠です。
機械剛性の重要性としては、 剛性の低い(たわみやすい)機械を使用すると、「びびり(細かな振動)」が発生し、加工面が荒れたり工具が欠けたりします。主軸やベッドが頑丈なNC旋盤やマシニングセンタを選定することが前提となります。
治具によるクランプ(固定)
機械が頑丈でも、加工物を固定する力が弱ければ意味がありません。ワークを確実に保持し、加工中の振動を最小限に抑える専用治具の設計やセッティングも、高精度加工を実現するうえで極めて重要な要素です。
難削材加工に対応する三和ニードル・ベアリングの技術
難削材の加工では、単に削れるかどうかだけでなく、寸法精度や加工品質を量産でも安定して維持できるかが重要になります。
三和ニードル・ベアリングでは、耐熱鋼やチタン、セラミックなどの難削材に対して、精密加工技術と品質管理を組み合わせた安定した加工体制を構築しています。
ここでは、三和ニードル・ベアリングで対応している代表的な難削材加工の例を紹介します。
- 耐熱鋼
- セラミック
- チタン
- その他加工品
耐熱鋼

耐熱鋼は熱伝導性が低く、加工時の熱を被削材外へ逃がしにくい特徴があります。三和ニードル・ベアリングでは、自動車部品メーカー向けを中心に耐熱鋼部品の量産を行っているため、形状や用途に応じて最適な加工工法の提案が可能です。
また、開発初期の試作段階から量産終了まで一貫して対応できる体制も強みです。
また、一般的なステンレス材と比較すると、必要な径の材料が入手しづらい場合があります。太い材料から加工する場合は加工費や納期が増加するため、コストやリードタイムを考慮した材料調達が欠かせません。
商社と連携した適切な材料調達を行い、効率的な加工体制を構築しています。
| 対応可能な精度の一例 | |
|---|---|
| 外径相互差 | 0.02mm |
| 直角度 | 0.05mm |
【関連記事】
三和ニードル・ベアリングの耐熱鋼素材の部品製作事例はこちら
セラミック
セラミック部品は材料の硬度が高く、割れや欠けが発生しやすいことから、取り扱いが難しく、希望する形状や精度の部品を入手することが難しい場合があります。
材料が高価なだけでなく材料品質が加工後の仕上がりに影響するため、数量や規格についても事前に相談が重要です。
三和ニードル・ベアリングでは、窒化珪素、アルミナ、ジルコニアなど幅広いセラミック材料の加工実績があり、特に円筒部品ではミクロン単位の精度に対応しています。
また、マシニングセンタなどを用いて複雑な形状のセラミック部品でも製作が可能です。材料調達から形状設計、精度要求までオーダーメイドで対応できる体制があります。
| 対応可能な寸法・精度の一例 | |
|---|---|
| 外径 | φ0.2〜φ20 |
| 全長 | 3.0〜100.0mm |
| 外径相互差 | 0.001mm |
| 真円度 | 0.5μm |
| 表面粗さ | Ra0.2 |
【関連記事】
三和ニードル・ベアリングのセラミック素材の部品製作事例はこちら
チタン

チタンはSUS材料と比較して約40%軽量化できる材料です。三和ニードル・ベアリングでは受注生産を中心にチタン部品の加工を行っており、要求形状に応じた高品質な製品を提供しています。
一貫生産体制により、試作の1本から数百万本規模の量産まで幅広く対応することが可能です。また、近年では協力企業と連携することで、ロストワックスによるニアネットシェイプ加工にも対応可能です。
表面の傷や変形を最小化するため、切削・研削技術と組み合わせながら短納期化やコスト低減、品質の安定化を図っています。
【関連記事】
三和ニードル・ベアリングのチタン素材の部品製作事例はこちら
その他加工品
三和ニードル・ベアリングでは、難削材を含むさまざまな材料の精密加工に対応しています。硬くて脆い材料であっても研削加工による高精度加工が可能であり、条件によっては、先端テーパーφ0.02以下といった微細形状にも対応しています。
また、難削材の研削加工は専用機で対応するため、数量や形状、精度によって対応可能な数量が変動する場合があります。熟練の担当者が用途に応じた加工方法の設定を行うことで、タングステンやシリコンなどの難削材加工にも対応しています。
なお、幅広い材料の加工実績を踏まえて、耐食性や磁性など用途に応じた材質の提案や部品設計の支援も可能です。
【関連記事】
三和ニードル・ベアリングのその他素材の部品製作事例はこちら
難削材の加工でよくある質問

ここでは、難削材加工の設計段階や加工方法の検討段階でよくある質問とそのポイントを紹介します。
Q1. 難削材加工ではなぜ素材特性の把握が重要なのですか?
Q2. 部品材料に難削材が適するかはどう判断すればよいですか?
Q3. 量産で難削材を使用する場合、試作も同じ材料での加工が必要ですか?
Q1. 難削材加工ではなぜ素材特性の把握が重要なのですか?
難削材は硬度や強度、熱伝導率、加工硬化の傾向などが材料ごとに大きく異なり、被削性も変わります。
例えば熱伝導率が低い材料では切削熱が工具に集中し、工具摩耗や加工精度の低下につながる場合があります。そのため素材特性を理解したうえで工具選定や加工条件を設定することが重要です。
Q2. 部品材料に難削材が適するかはどう判断すればよいですか?
部品材料として難削材を採用するかは、耐熱性・耐摩耗性・耐食性などの性能要件と加工性のバランスを考慮して判断します。
加工精度や量産時の安定性、コストなども含めて検討し、設計段階で材料選定と加工方法をあわせて決めることが重要です。
Q3. 量産で難削材を使用する場合、試作も同じ材料での加工が必要ですか?
多くの場合、量産と同じ材料で試作を行うことが望ましいとされています。
難削材は加工条件によって工具摩耗や加工精度が大きく変わるため、試作段階で実際の材料を用いて加工条件や工程を確認しておくことが重要です。
まとめ|難削材加工は材料特性に合わせた加工法の検討が不可欠

難削材は耐熱性や耐摩耗性、耐食性など優れた特性を持つ一方で、加工難易度が高い材料です。そのため、材料特性を理解したうえで工具選定や加工条件を最適化し、適切な工程設計を行う必要があります。
特に難削材は精密部品で用いられることが多いため、材料特性と加工技術の両方を踏まえた加工精度や量産時の安定を考慮した加工が不可欠です。
三和ニードル・ベアリングでは、難削材を用いた精密部品加工にも対応しています。材料特性や用途に応じた最適な加工方法について検討している場合は、ぜひお気軽にお問い合わせください。