シャフトの振れとは?振れの種類や影響と設計での許容値の決め方を解説
- 部品加工
モーターシャフトやリードスクリューなどの回転部品では、振れの管理が必要になることが多くみられます。しかし、振れや偏心、曲がりの違いが曖昧だったり、どの程度まで振れを許容すべきか判断に迷ったりすることは少なくありません。
シャフトの振れは、振動や騒音、摩耗の増加だけでなく、位置決め精度の低下や製品寿命の短縮にもつながります。また、単体部品では問題がなくても、組み立て後に累積公差の影響によって不具合が発生するケースもあります。
こうしたトラブルを防ぐには、振れの基礎知識を理解したうえで、製品に求められる機能に応じた適切な公差設定や加工方法を検討することが重要です。
本記事では、シャフトの振れの定義や種類、振れが製品に与える影響、設計時に押さえておきたい管理ポイントについてわかりやすく解説します。


シャフトの振れとは?
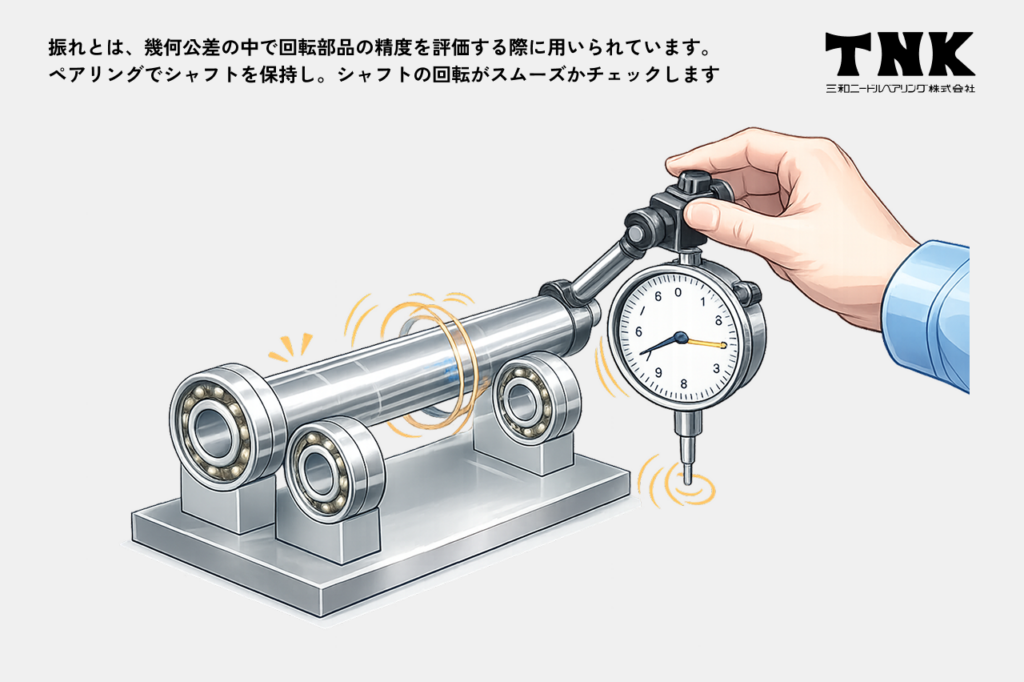
幾何公差は形状公差、姿勢公差、位置公差、振れ公差の4つがあり、振れとは幾何公差のひとつとして、回転部品の精度を評価する際に用いられています。
- 振れの定義
- 円周振れと全振れの違い
- 振れと偏心・曲がりとの違い
振れの定義
シャフトの振れとは、シャフトを回転させた際に、理想的な回転中心からどの程度ずれているかを示していて、モーターや軸受、リードスクリューなど、回転運動を伴う機構では重要な管理項目です。
JIS B 0021では、振れは回転体を基準軸に対して回転させたときに生じる測定値の変動として定義されています。実務では、ダイヤルゲージなどの測定器を対象物に当てて1回転させた際の最大値と最小値の差を振れ量として扱います。
例えば、理想的には真円であるはずのシャフト外径にわずかな偏りや変形がある場合、回転に伴って測定値が変化します。この変化量が振れです。
円周振れと全振れの違い
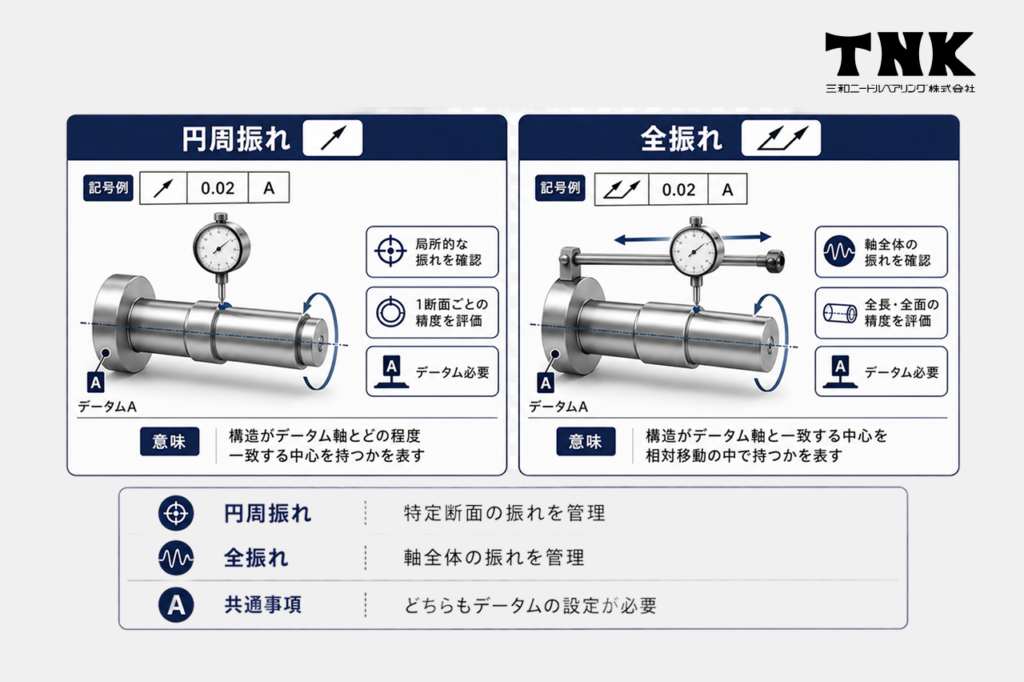
振れ公差には、円周振れと全振れの2種類があります。振れ公差を指示する際は、局所的な精度を確認したいのか、軸全体の精度を管理したいのかを意識して使い分けることが重要です。また、測定基準となるデータムの定義も必要です。
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 円周振れ | 構造がデータム軸とどの程度一致する中心を持つかを表す |  |
要 |
| 全振れ | 構造がデータム軸と一致する中心を相対移動の中で持つかを表す |  |
要 |
円周振れは、シャフトの任意の断面を回転させた際の振れ量を評価する方法です。特定の点における振れを確認しています。
一方の全振れは、シャフトを軸方向に回転させながら、対象面全体の振れを評価する方法です。軸全体の精度を確認し、面全体で振れを評価しています。
振れと偏心・曲がりとの違い
振れ、偏心、曲がりは似た言葉ですが、それぞれ意味が異なります。
振れ
実際に回転させた際に観測される状態です。形状に偏心や曲がりがあると、その結果として振れが発生します。
偏心
シャフト外径と基準軸の中心がずれているなど、回転中心と形状中心が一致していない状態のことです。
曲がり
シャフトそのものが変形している状態を指します。搬送中の衝撃や熱処理による変形などが原因となることがあります。
シャフトの振れ管理が重要となる理由
高精度なシャフト部品では、単に寸法公差を満たすだけでなく、真円度や円筒度だけでなく、振れ精度についても厳しく管理されるケースが少なくありません。
ここでは、シャフトの振れ管理が重要となる理由について詳しく解説します。
- 振動・騒音・摩耗の抑制
- 部品の組立精度や寿命に影響
- 累積公差が最終製品の不良率に直結する
振動・騒音・摩耗の抑制
振れは、単に寸法精度の問題ではなく回転部品としての性能や製品寿命、組立品質にも大きく影響します。特にモーターやリードスクリュー、ローラーなどの回転部品では、シャフトに振れがあると、回転時に遠心力のアンバランスが発生します。その結果、回転体に振動が生じ、異音や騒音の原因になるのです。
また、振れによって軸受や摺動部に偏荷重が発生すると、一部の接触面だけに負荷が集中します。これにより摩耗が進行しやすくなり、部品寿命の低下にもつながります。
部品の組立精度や寿命に影響
振れは、旋削加工や研削加工時の芯ずれ、チャッキング不良、熱処理の加熱・冷却による内部応力の変化、組立時の過大な荷重など加工や組立のさまざまな工程で発生する可能性があります。
こうした要因によって発生した振れは、軸受やギア、シール部品との位置関係を狂わせ、組立精度や部品寿命に影響を与えます。そのため、高精度なシャフト部品では加工工程だけでなく、熱処理や検査を含めた一貫した品質管理が重要になります。
累積公差が最終製品の不良率に直結する
シャフト、軸受、ハウジングなど複数部品の誤差が同じ方向に重なると、個々の部品は合格でも、組み立ててみると不適合な振れが起きることがあります。
試作段階では問題が見られなかったとしても、量産では加工ばらつきによって累積公差が拡大し、不良率が上昇するケースは珍しくありません。
そのため設計時には、単体部品の振れだけでなく、組立後の振れや機能への影響も考慮して許容値を設定することが重要です。
振れが問題になりやすいシャフト部品の例
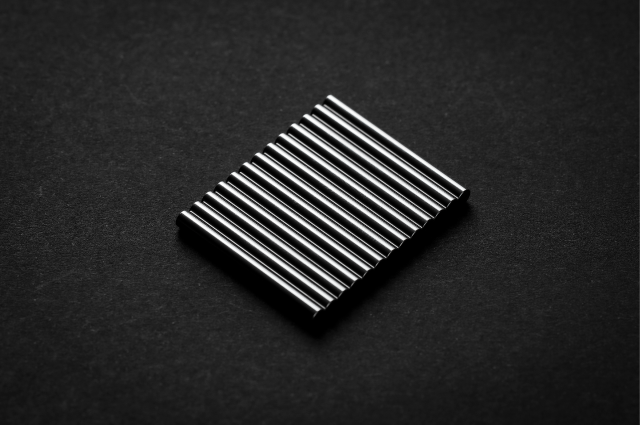
高速回転や高精度な位置決めが求められる機構では、わずかなシャフトの振れでも性能や寿命に大きな影響を与えます。
ここでは、振れ管理が重要となる代表的なシャフト部品を紹介します。
- モーターシャフト
- ローラー
- リードスクリュー
- 精密軸
モーターシャフト
モーターの回転力を伝達するモーターシャフトは、わずかな振れが振動や騒音の原因となります。特に回転数が高い機器では、振れによるアンバランスが大きくなり、性能低下や異常振動につながることがあります。
また、ロータや軸受との同軸性が崩れることで軸受に偏荷重が発生し、寿命低下を招くケースもあります。
【関連記事】
モーターシャフトとは?特徴や設計・加工で失敗しないための注意点
ローラー
ローラーは、搬送装置や印刷機械などで対象物を移動・圧接するために使用されるため、接触面全体に均一な圧力をかけることが重要です。しかし振れが大きい場合、回転に伴って接触圧力が変動し、搬送ムラや印刷品質の低下が発生することがあります。
特に長尺ローラーでは、一部だけが接触する状態になりやすく、全振れの管理が重要になります。
【関連記事】
ニードルローラーとは?特徴と加工のポイントをわかりやすく解説
中空ロ-ラーとは?精度が必要となる背景とサプライヤー選定のポイント
リードスクリュー
回転運動を直線運動に変換するリードスクリューに振れがあると、ナットとの位置関係が変化し、送り精度や位置決め精度に影響を与えます。また、移動時の抵抗変動や異音の原因となることもあります。
そのため、高精度な位置決めを行う際はねじ精度だけでなく振れ精度も重要な管理項目です。
【関連記事】
リードスクリューとは?仕組み・種類・用途と加工のポイントを解説
精密軸
精密軸は、軸受や摺動部品と組み合わせて使用される高精度なシャフトで、軸受内輪との嵌合精度や回転精度が重要です。振れが大きい場合、軸受に局所的な荷重が加わり、発熱や異常摩耗、寿命低下の原因となります。
また、精密位置決めや微小な回転制御を行う機構では、数ミクロンレベルの振れが性能に影響することもあります。
【関連記事】
精密シャフトとは?高精度シャフトの基礎知識と加工のポイント
シャフトの高度な振れ管理が必要な場合は三和ニードル・ベアリング
三和ニードル・ベアリングでは、自社開発設備を含めた研削加工技術により、サブミクロン(1万分の1mm)レベルの高精度加工に対応しています。
また、切削加工、熱処理、研削加工、検査までの社内一貫生産体制を構築しており、高度な振れの管理要求される精密シャフトなどの加工に対応しています。
設計者が知っておきたい振れの管理ポイント

シャフトの振れは加工工程で管理されることが多い項目ですが、実際には設計段階で大部分が決まります。機能要件に対して適切な許容値を設定し、実現可能な加工方法を選定できなければ、製造現場で品質やコストの問題が発生する可能性があります。
ここでは、設計者が押さえておきたい振れ管理の基本的な考え方を解説します。
- 許容値は機能要件から逆算して検討する
- 振れ公差は基準軸と公差の方向指定が重要
- 振れ精度の許容範囲は加工方法により異なる
【関連記事】
シャフトの公差が厳しすぎる?加工できない原因と解決方法を解説
許容値は機能要件から逆算して検討する
必要以上に厳しい振れ公差を指定すると、加工コストや検査コストが上昇し、納期や歩留まりにも影響を与える可能性があります。
そのため、まずは製品に求められる回転精度や位置決め精度を明確にしたうえで、組立後に許容される振れ量や各部品に割り当てる公差を検討すると、過剰品質を避けながら適切な振れ管理を行いやすくなります。
振れ公差は基準軸と公差の方向指定が重要
振れ公差を図面で指示する際は、振れ量だけでなく、どの軸を基準に評価するのかが欠かせません。
シャフト外径の円周振れを指示する場合でも、基準が軸受嵌合部なのかセンタ穴なのかによって測定結果が変わることがあります。
また、円周振れは特定断面での振れを管理する公差であり、全振れは軸全体の精度を管理する公差です。設計意図に応じて適切な公差を選択することが重要です。
振れ精度の許容範囲は加工方法により異なる
一般的な旋削加工では高い生産性を実現できますが、高精度な振れ管理には不向きです。
一方で、センタレス研削や円筒研削では、より高い回転精度や真円度を確保しやすくなります。また、熱処理を行う部品では、変形への考慮が必要です。そのため、高精度な振れが求められる場合には、熱処理後に研削仕上げを行うことがあります。
また、設計時に厳しい振れ公差を設定すると、製造現場で加工できない場合や大幅なコスト増加につながる可能性があります。そのため、振れ公差を設定する際は、加工メーカーと相談しながら実現可能な精度を確認し、設計要求とのバランスを取ることが重要です。
シャフトの振れについてよくある質問
シャフトの振れは、回転精度や位置決め精度に直結する重要な品質項目です。振れが大きくなると、振動や異音の発生だけでなく、軸受や相手機構の摩耗を早め、設備寿命や製品性能に影響を与える可能性があります。
また、振れには円周振れや全振れなど複数の考え方があり、測定方法や許容値は部品の用途によって異なります。振れが発生した場合も、原因によって追加工で対応できるケースと再製作が必要なケースがあります。
ここでは、シャフトの振れに関して設計や加工の現場でよく寄せられる質問について解説します。
Q1. 円周振れと面振れは何が違いますか?
Q2. シャフトの振れはどのように測定しますか?
Q3. シャフトの振れが大きい場合追加工で修正できますか?
Q1. 円周振れと面振れは何が違いますか?
円周振れは、回転させた際の半径方向ある断面でみた振れを評価しています。一方、面振れという幾何公差はありません。面振れは現場で全振れを意図して使われることが多く、対象面全体の振れを評価しています。
図面上では評価対象や基準軸を明確にし、求める機能に応じて適切に使い分けることが重要です。
Q2. シャフトの振れはどのように測定しますか?
一般的にはダイヤルゲージをシャフト表面に当て、シャフトを1回転させて最大値と最小値の差を読み取ります。測定時はVブロックやセンター支持を用いて基準軸を安定させることが重要です。
測定結果は支持方法や測定位置によって変化するため、実際の使用状態を考慮した測定条件の設定が欠かせません。長尺シャフトでは自重によるたわみの影響を受けることもあり、複数箇所で測定を行う場合があります。
また、振れ精度を正しく評価するためには、測定機器だけでなく基準軸の取り方や固定方法も重要な管理項目です。
Q3. シャフトの振れが大きい場合追加工で修正できますか?
振れの原因によって対応方法は異なります。曲がりが原因であれば矯正や再研削によって改善できる場合があります。一方で、偏心加工や基準面そのもののずれが原因の場合は、再加工や再製作が必要になるケースもあります。
振れが発生した原因を特定せずに修正を行うと、寸法精度や真円度など別の品質項目へ影響を及ぼす可能性があります。特に高精度シャフトでは、切削加工だけでなく研削加工や熱処理による変形も振れの原因となります。
そのため、追加工の可否は振れ量だけでなく、発生要因や要求精度を踏まえて総合的に判断することが重要です。
まとめ|シャフトの振れ管理は高速回転・高精度部品ほど重要
シャフトの振れが大きくなると、振動や騒音、摩耗の増加だけでなく、組立精度や位置決め精度の低下にもつながります。単体部品だけでなく、組立後の機能や累積公差を考慮して設定することが重要で、設計段階から加工方法や検査方法を見据えて検討することで、品質とコストのバランスを取りやすくなります。
三和ニードル・ベアリングでは、自社開発設備を含めた研削加工技術により、サブミクロン(1万分の1mm)精度での超精密研削加工に対応しています。研削加工をコア技術として、切削、熱処理、研削、検査までの社内一貫生産が可能です。振れ精度が求められるシャフト部品の設計や製造でお困りの際は、ぜひお気軽にお問い合わせください。