
研削加工の製品例からわかる代表的な部品と研削方法の検討基準
- 加工技術
研削加工は、高い寸法精度や表面品質が求められる部品の仕上げ工程として広く用いられています。そのため、研削加工が選ばれやすい部品の特徴や加工方法の検討タイミングを知っておくことで安定した生産の立ち上げにつなげられます。
この記事では、どの設計段階で何の加工方法を検討すべきかについてで整理します。最適な加工方法を知り、設計や調達段階における判断に役立てましょう。


研削加工が使われる代表的な製品例
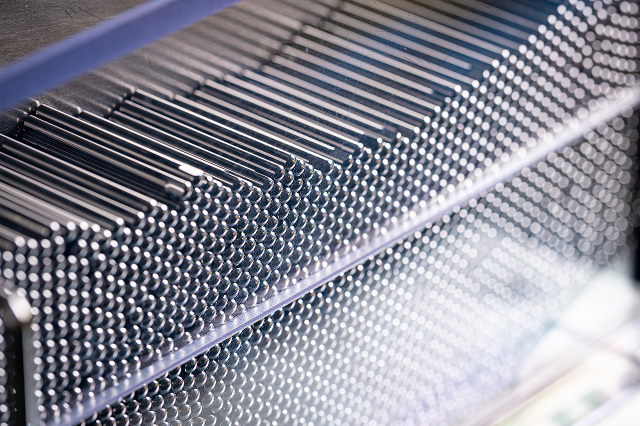
研削加工は単なる仕上げ工程ではなく、部品の性能や寿命を成立させるための精度保証工程です。 特に外径精度・真円度・円筒度・表面粗さといった幾何精度が機能に直結する部品では、切削だけでは到達できない領域を研削で補完します。
三和ニードル・ベアリングでは、シャフトやコロをはじめとした回転部品・転動部品に対して、用途に応じた研削工程を設計し、μm単位の精度管理を行っています。
- シャフト
- 溝付きシャフト
- コロ
- 難削材部品
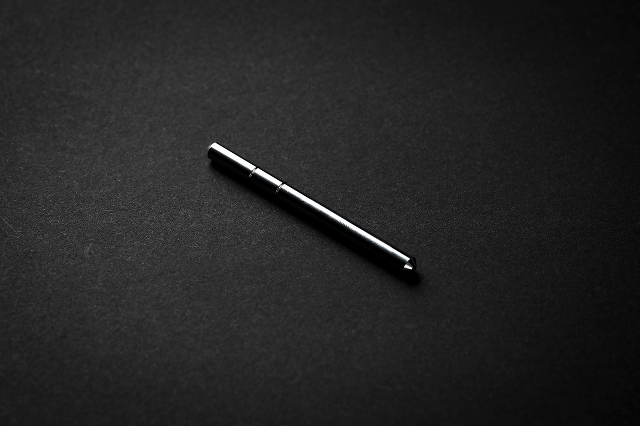
シャフト

| 形状 | 端末加工:両段・片段・すり割り・溝等 |
| 寸法 | 外径:φ0.4〜φ15.0 ※1 |
| 全長:1mm~150.0mm | |
| 精度 ※材質・寸法・形状により異なります |
外径公差:0.0005mm |
| 真円度:0.0001mm | |
| 円筒度:0.0001mm | |
| 面粗さ:Ra0.02 | |
| 曲がり:0.02mm以下 | |
| 材質 | 硬質材・焼入れ材・その他 |
※1. φ15.0以上もお問い合わせください。
回転軸やガイド軸などのシャフト類は、外径精度や真円度がそのまま回転精度や振れに影響します。 切削で概形を作った後、最終仕上げとして研削を行うことで、安定した外径寸法と滑らかな表面を確保します。
特に高速回転用途や摺動用途では、わずかな偏心や表面粗さのばらつきが異音・摩耗・寿命低下につながるため、研削工程が性能保証の要となります。
三和では、材質や用途に応じてセンタレス研削や円筒研削を使い分け、真円度・同軸度まで含めた精度設計を行うことで、量産でも安定した品質を実現しています。
【関連記事】
三和ニードル・ベアリングが製造しているシャフト
産業機器におけるシャフト部品の種類や用途と加工のポイントを解説
溝付きシャフト
キー溝やスプラインを持つシャフトでは、溝加工や熱処理後に歪みや寸法変化が発生しやすく、そのままでは外径基準が崩れてしまうケースがあります。
そのため三和では、溝加工・熱処理後にあらためて外径や基準面を研削で整える工程設計を行い、最終的な嵌合精度を確保しています。 どの工程で精度を作り込むかを事前に設計することで、組立時の偏心やガタを防ぎ、品質の再現性を高めています。
| 形状 | 端末加工:溝等 |
| 寸法 | 外径:φ1.5~φ6.0 |
| 全長:20.0mm~80.0mm | |
| 精度 | 溝位置:0.05mm |
| 溝径:0.01mm | |
| 溝側面:Ra0.3 | |
| 溝底面:Ra0.2 | |
| 材質 | 各種材料に対応 |
【関連記事】
三和ニードル・ベアリングが製造している溝付きシャフト
溝付きシャフトとは?種類・用途・加工精度と設計時の注意点を解説
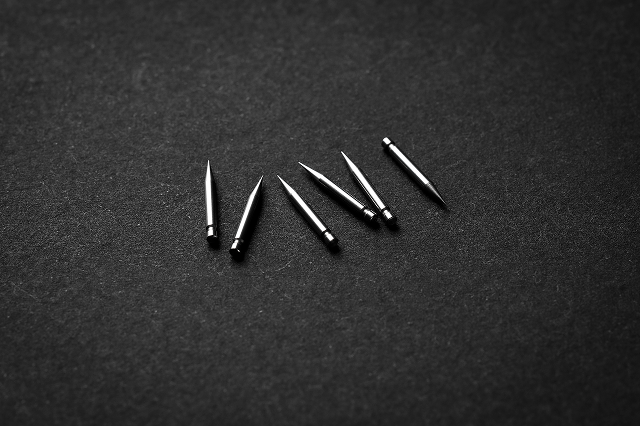
コロ

| 形状 | 極小径コロ | 小径コロ | 大径コロ |
| サイズ | 外径:~φ2 | 外径:φ2~φ8 | 外径:φ8~φ2 ※2 |
| 精度 | 真円度:0.1μm | 真円度:0.1μm | 真円度:0.1μm |
| 外径相互差:0.1μm | 外径相互差:0.1μm | 外径相互差:0.1μm | |
| 材質 | SUJ2ほか各種材料に対応 | SUJ2ほか各種材料に対応 | SUJ2ほか各種材料に対応 |
※2. φ20以上は別途お問い合わせください。
コロ(ローラー)は転動体として使用される部品で、外径精度や表面粗さが摩耗特性や寿命に直結します。 μm単位の寸法差や表面状態の違いが性能に影響するため、高精度な研削仕上げが不可欠です。
三和では、量産性と精度の両立が求められるコロに対して、寸法ばらつきを抑える工程設計と砥石条件の最適化を行い、安定した転動性能を実現しています。
【関連記事】
三和ニードル・ベアリングが製造しているコロ
製品事例)高精度コロの指定ランク品を供給し、お客様の層別工程を削減
難削材部品
超硬材や高硬度材、難削ステンレスなど、切削だけでは形状や精度を安定させにくい材料では、研削加工が有効な選択肢となります。 切削ではバリや欠け、工具摩耗が問題になりやすい場合でも、適切な砥石選定と条件管理によって安定した仕上げが可能になります。
三和では材料特性を踏まえた研削条件の設計により、難削材でも寸法精度と表面品質を両立させた加工を行っています。
【関連記事】
三和ニードル・ベアリングが製造している難削材加工品
難削材のチタンは加工が難しい?代表的な課題と対応技術を徹底解説
製品例からわかるセンタレス研削が選ばれる理由
同じ研削加工でも、加工方式によって設計自由度や量産時の安定性は異なります。ここでは、センタレス研削が採用されやすい部品の特性と、その背景にある考え方を整理します。
- センタレス研削が向いている製品の特徴
- センタレス研削を検討すべき設計条件
- 他の加工方法との考え方の違い
【関連記事】
センターレス研磨加工とは?原理や種類と設計時に必要な注意点を解説
センタレス研削が向いている製品の特徴
研削加工が使われる製品のなかでも、外径基準で精度を作る必要がある部品はセンタレス研削が検討されやすい傾向にあります。
高精度な回転性能が求められるシャフト
回転軸やガイド軸などのシャフトでは、外径の真円度・円筒度・同軸度がそのまま振れ量や回転精度に影響します。
センタレス研削は両センタで保持せず外径そのものを基準に加工するため、チャッキング誤差が発生せず、外径基準での高精度仕上げが可能です。特に細径シャフトや長尺シャフトでは、たわみの影響を抑えながら安定した外径精度を確保できる点が大きなメリットとなります。
熱処理後に仕上げ精度が必要な溝付きシャフト
キー溝やスプライン、Dカットを持つシャフトは、焼入れなどの熱処理後に歪みが発生しやすく、そのままでは外径基準が崩れてしまうケースがあります。
センタレス研削では、熱処理後の外径をあらためて基準として研削できるため、溝形状や平面部との位置関係を再構築することが可能です。非対称形状のシャフトでも、最終的な外径精度と基準性を回復できる点が採用理由になります。
摺動部・転動部への用途で外径精度や面粗さが性能に直結するコロ部品
コロ(ローラー)は、外径寸法差や面粗さのばらつきが摩耗特性や寿命に直結します。 センタレス研削では連続加工が可能なため、外径寸法をμm単位で均一化しやすく、量産時のばらつきを抑えられるのが特長です。
転動性能の安定や異音防止といった観点からも、センタレス研削はコロ部品と非常に相性の良い加工方式といえます。
切削だけでは形状や精度が安定しにくい難削材部品
焼入れ後にHRC55以上となる高硬度材や耐熱合金などでは、切削加工だけで寸法精度を安定させることが難しくなります。工具摩耗や欠けのリスクが高まるため、熱処理後に研削工程を組み込むケースが一般的です。
センタレス研削は段取り性と量産性に優れているため、こうした難削材部品においても、精度と生産性の両立を図れる加工方法として採用されることがあります。
センタレス研削を検討すべき設計条件
センタレス研削では加工物を固定しないため、量産時の品質ばらつきを抑えやすい傾向があります。そのため、数量が見込まれる部品や外径精度が重要な部品では、センタレス研削を選択肢に入れることがおすすめです。
- チャックやセンター出しを行わないため、把持による歪みや芯ズレの影響を受けにくい
- 外径そのものを基準に加工できるため、外径精度や真円度を出しやすい
- ワーク姿勢が自己安定する構造のため、量産時のばらつきを抑えやすい
- 加工条件が固まれば再現性が高く、ロット間で品質を揃えやすい
他の加工方法との考え方の違い
センタレス研削以外の加工方法との違いをみていきましょう。切削加工は形状自由度が高く、試作や小ロットで成立しやすい方法です。
一方、円筒研削はセンター支持により同軸度を作りやすく、段付き形状を持つシャフトに適しています。初期は切削で形状確認を行い、量産や品質安定性が求められる段階で研削へ切り替えるケースも一般的です。
設計・調達で迷いやすい研削加工の検討ポイント
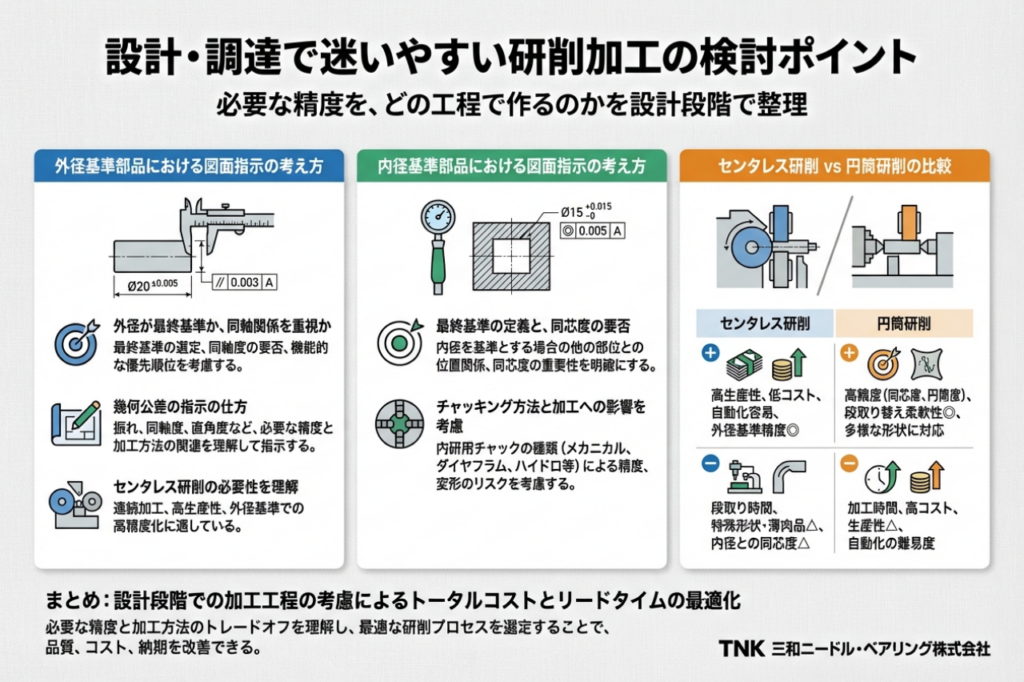
外径基準で使われるシャフト類では、加工方法の選定が後工程や品質に直結します。設計・調達段階での整理が重要です。必要な精度を、どの工程で作るのかを設計段階で整理しておきましょう。
- 外径基準部品における図面指示の考え方
- 熱処理と研削工程の整理
- 量産前提か試作品か
外径基準部品における図面指示の考え方
外径精度を求める部品では、単に寸法公差を指示するだけでは不十分です。設計者は公差を決めるだけではなく、次のような点を整理しておく必要があります。
- 外径が最終基準なのか、他部位との同軸関係を重視するのか判断
- 機能として必要となる真円度や円筒度
- 摺動性能や嵌合に与える面粗さの影響
例えば、回転軸の場合、振れを抑えたいのか、摩耗を抑えたいのかで要求値は変わります。機能要求を明示して、指示内容を決めることで、不要な過剰精度やコスト増の抑制につながります。
熱処理と研削工程の整理
熱処理後に歪みが発生する前提で設計しているかどうかは、工程設計に大きく影響します。熱処理後に最終寸法を作る場合は、研削工程が品質保証の中心です。また、特に高硬度材では、熱処理後に切削で微調整するのが難しい場合があります。
そこで、設計段階では、熱処理による歪みや硬度変化を前提に、どの工程で仕上げを行うかを整理する必要があります。
- 最終寸法をどの工程で確定させるのか
- 熱処理後に再仕上げが必要か
- 表面硬度と面粗さの両立が必要か
【関連記事】
金属熱処理とは?焼入れ・焼戻し・焼なましなど代表的な種類を解説
量産前提か試作品か
必要な数量によって最適な加工方法が変わるため、加工の際には計画している数量を伝えることが重要です。また、加工する段階によっても優先すべきポイントが異なります。
- 試作:柔軟性や短納期を優先
- 量産:再現性とばらつき低減を優先
量産を見据えるのであれば、初期段階から加工安定性を考慮した方法を検討しておくことで、後から工程を更するリスクを減らせます。量産の段階で何個を想定しているかを加工先と共有しておくと、QCDの最適化が図れます。
【関連記事】
金属加工の試作とは?費用変動の理由やコストダウンのポイントを解説
製品の加工方法を加工業者に相談すべき段階

加工方法の検討は、仕様確定後ではなく、検討段階から始めることが有効な場合があります。詳しく見ていきましょう。
- 加工方法の選定に迷っている場合
- 量産を見据えた仕様が固まっていない場合
- コストが未定、またはコストダウンを検討している場合
- 材質・熱処理・精度条件を総合的に検討したい場合
加工方法の選定に迷っている場合
切削か研削か判断がつかない場合は基本構造と主要寸法が決まった段階での相談が有効です。製品形状や大まかな寸法が固まり、概略図や一次図面ができた段階で相談することで、以下などが整理できます。
- 設計基準を外形にするか、中心軸にするか
- 量産を想定した工程を検討するか
- 不要な過剰精度を指定していないか
量産を見据えた仕様が固まっていない場合
試作段階では切削で加工していて量産時に数量増加が想定される場合は、試作評価が終わり、量産検討に入る前に相談するのがおすすめです。
現行図面のまま量産可能かをはじめ、加工方法変更の必要性や工程設計を早期に見極めることで、量産時の安定性を考慮した加工方法の検討ができるため、工程の後戻りを減らせます。
コストが未定、またはコストダウンを検討している場合
外径公差を必要以上に厳しく設定していたり、熱処理後に再加工を想定していなかったりすると無駄な加工により製造原価が増えてしまいます。図面上の仕様が決まっていても、加工方法を相談することで、必要十分な精度水準の見極めや、工程集約によるコスト最適化の検討が可能です。
材質・熱処理・精度条件を総合的に検討したい場合
材質や熱処理条件と精度要求は加工方法と密接に関係しています。材質・熱処理・精度を分断して考えるのではなく、最終製品の機能や組立条件まで見据えて総合的に整理することが、安定した量産体制の構築につながります。
特に精度条件の設定は、単体部品の寸法保証にとどまらず組付け後の製品性能にも直結するため、どの工程で最終寸法を作るのかの調整が重要です。例えば、加工方法を切削から研削へ変更することで部品の外径公差や真円度がより安定した結果、組立後の製品ばらつきが抑えられてコストや精度が向上する場合があるのです。
このように、1つの部品の寸法精度や形状精度が安定すれば、各々の部品や要素で指示される公差から発生する全体の積み上げ公差(累積公差)を縮小する余地があります。部品寸法のばらつきが抑えられればはめあいによる干渉量のばらつきも小さくなる傾向があるため、圧入の安定化やスムーズな量産の立ち上げに役立ちます。
研削加工の製品例に関してよくある質問

ここでは、研削加工の製品例に関してよくある質問について紹介します。
Q1. 研削加工を前提にした製図上の注意点はありますか?
Q2. 試作で切削、量産で研削と加工を変えることはありますか?
Q3. 研削加工を選ぶ判断基準は製品形状以外に何がありますか?
Q1. 研削加工を前提にした製図上の注意点はありますか?
寸法公差や面粗さに加え、外径を基準とするのか、同軸関係を基準とするのかが重要です。また、真円度や円筒度のばらつきが、振動・摩耗・寿命・組立性に与える影響を整理しておくことも重要です。
さらに熱処理工程の有無を図面情報として共有することで、工程設計の精度が高まります。
Q2. 試作で切削、量産で研削と加工を変えることはありますか?
あります。試作段階では形状確認を優先し、量産時に安定性や再現性を重視して研削に移行するケースも珍しくありません。試作時点で量産数量を共有しておくと、図面修正や工程再設計の工数削減が図れます。
Q3. 研削加工を選ぶ判断基準は製品形状以外に何がありますか?
量産時の数量、品質ばらつきの許容範囲、工程の再現性、後処理との工程企画などが判断基準になります。特に量産を見据えている場合には、ばらつきを抑えやすい工程設計が重要です。
まとめ|製品例を参考に研削加工の使いどころを見極めよう

研削加工は、単に精度を高めるための工程ではなく、製品の性能や量産時の安定性を左右する重要な要素です。製品例を起点に加工方法を検討することで、設計段階から品質を見据えた判断が可能になります。
三和ニードル・ベアリングでは、センタレス研削をはじめとする高精度研削加工に対応し、用途や数量に応じた工程設計をご提案しています。研削加工の製品例や加工方法の選定でお困りの際は、ぜひお気軽にご相談ください。