
シャフトの摩耗とは?種類ごとの原因や対策と長寿命設計に活かすコツ
- 部品加工
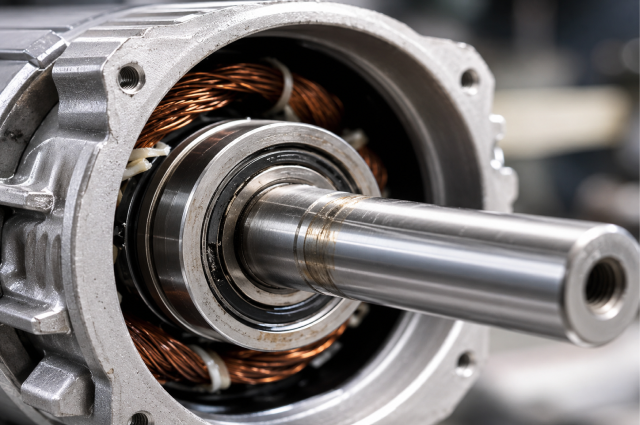
シャフトはモーターやベアリング、送り機構など、さまざまな機械の回転や動力伝達を支える重要な部品です。しかし、長期間の使用によって表面が少しずつ削られる摩耗が避けられません。
摩耗が進行すると、寸法精度の低下や振れの増大、周辺部品の損傷などを引き起こし、製品寿命や性能に大きな影響を与えるため、摩耗の発生メカニズムを理解し、設計段階で適切な対策を講じることで、摩耗リスクを大幅に低減することが重要です。
そこで本記事では、シャフトに発生する摩耗の種類や原因、設計時に取り入れたい対策について解説します。


シャフトにおける摩耗とは?
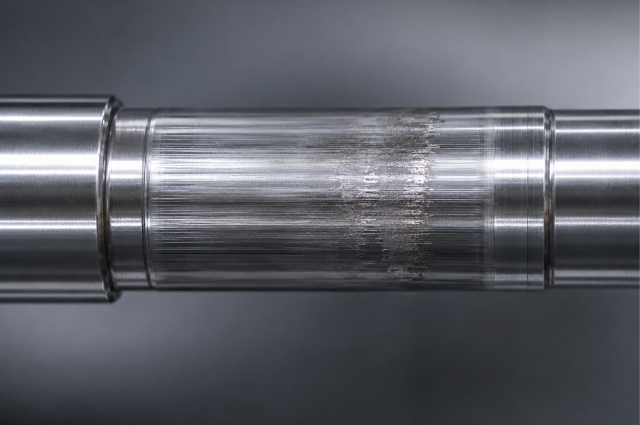
摩耗とは、接触する部材同士が相対運動を繰り返すことで、材料表面が徐々に失われる現象です。
シャフトは回転運動や摺動運動を担うことが多く、ベアリングやブッシュなどと接触しながら使用されるため、比較的摩耗が発生しやすい傾向があります。また、シャフトは繰り返し荷重や振動を受ける環境で使用されることが多く、潤滑状態や材料特性、使用環境によって摩耗の進行速度が大きく変化します。
【関連記事】
モーターシャフトとは?特徴や設計・加工で失敗しないための注意点
シャフトで起きやすい摩耗の種類

シャフトの摩耗は、接触状態や使用環境によって発生原因が異なり、適切な対策を行うためには摩耗の種類を見極めることが重要です。摩耗の種類を誤って判断すると、材料変更や表面処理を行っても十分な改善効果が得られない場合があります。
例えば、潤滑不足によって発生する摩耗と、異物の混入によって発生する摩耗では原因も対策も異なります。シャフトの寿命延長や品質改善を図るためには、まずどのような摩耗が発生しているのかを把握することが重要です。
ここでは、シャフトで発生しやすい代表的な摩耗の種類と、それぞれの特徴について解説します。
- 疲労摩耗
- 凝着摩耗
- アブレシブ摩耗
- 腐食摩耗
1. 疲労摩耗
疲労摩耗は、繰り返し応力によって材料表面や内部に微細な亀裂が発生し、最終的に表面が剥離する摩耗です。
代表的な現象としてピッチングがあり、表面に小さな剥離痕が点状に現れます。
ベアリングとの接触面や転がり接触部など、高い接触応力が繰り返し加わる箇所で発生しやすく、放置すると部品寿命を大幅に低下させる原因になります。そのため、材料にかかる応力を減らしたり、純度の高い鋼材を選定したりすると改善が図れることがあります。
2. 凝着摩耗
凝着摩耗は、接触する金属表面同士が局所的に溶着し、その後の相対運動によって引きちぎられることで発生する摩耗で焼き付けとも言われます。主に潤滑不足が生じた摺動部や軸受部で発生しやすく、表面の荒れや焼付きの原因になります。
凝着摩耗には2種類あり、シビア摩耗とマイルド摩耗の状態を行き来する場合もあります。
| マイルド摩耗 | 初期段階では比較的緩やかに進行すると現れる |
| シビア摩耗 | 潤滑状態が悪化すると急激に進行する |
同じ材料同士の場合に発生しやすいため、接触する金属の材料を変えたり潤滑油を用いたり、表面処理で改善を図ることがあります。
3. アブレシブ摩耗
アブレシブ摩耗とは、硬い異物や相手材表面の突起によって、シャフト表面が引っかかり削られる起こる摩耗のことで、比較的摩耗率が大きいです。
例えば、潤滑油中に金属粉や砂などの異物が混入すると、研磨材のような働きをして摩耗を加速させます。また、相手材との硬度差が大きい場合や同じ材料同士でも発生しやすくなります。
異物が侵入しやすい環境や、硬質材料との接触部で発生しやすい摩耗形態のため、材料の硬度を高めたり、摺動面に異物が入らないようにすることが重要です。
4. 腐食摩耗
腐食摩耗は、摩擦による摩耗と化学的な腐食が同時に進行する現象です。
湿気や水分、薬品などの影響を受ける環境では、表面に形成された酸化皮膜が摩擦によって除去され、その後再び腐食が進行することを繰り返します。
耐食性に優れるステンレス材であっても、食品機械や屋外設備、化学物質を扱う工場など環境によっては腐食摩耗が発生する可能性があります。そのため、腐食しにくい材質を選定したり、めっきやコーティングなどの表面処理を行ったりして対策を図ります。
シャフトの摩耗に繋がる原因
シャフトの摩耗は、寸法変化や回転精度の低下を引き起こし、機械全体の性能や寿命に大きな影響を与えます。
摩耗が進行すると、軸受とのすきまが増加して振動や異音が発生したり、位置決め精度や回転精度が低下したりする場合があります。また、摩耗粉が発生することで周辺部品の劣化を招き、設備全体の故障につながることもあります。
シャフトの摩耗は使用環境や設計条件によって発生要因が異なるため、原因に応じた対策を講じることが大切です。
ここでは、シャフトの摩耗によって製品性能に与える代表的な影響について解説します。
- 潤滑不足・異物混入
- 芯ズレ・偏荷重・過大荷重
- 材料選定や表面硬度の不足
潤滑不足・異物混入
潤滑油やグリスは、接触面に油膜を形成して摩擦や摩耗を抑える役割を持っています。しかし、潤滑不足や油膜切れが発生すると金属同士が直接接触し、凝着摩耗が進行しやすくなります。
また、異物が混入するとアブレシブ摩耗が発生し、シャフト表面の荒れや寸法変化を招きます。さらに摩耗粉が発生すると、ベアリングやシールなど周辺部品の損傷につながることもあります。
芯ズレ・偏荷重・過大荷重
組み付け精度の不足や支持構造の不均衡によって芯ズレや偏荷重が発生すると、特定箇所に接触圧が集中します。
その結果、局所的な摩耗が進行し、シャフトの振れや寸法変化が発生します。さらに異音や振動の原因となり、装置全体の性能低下や寿命低下を招く可能性があります。
また、設計段階で想定した荷重を超える過大荷重が加わる場合も、摩耗の進行を加速させる要因になります。
材料選定や表面硬度の不足
使用環境に対して材料の硬度や耐摩耗性が不足している場合、摩耗が急速に進行することがあります。
また、相手材との硬度バランスが適切でない場合には、一方の部品だけが著しく摩耗するケースもあります。
摩耗が進行すると寸法精度が失われ、はめあい不良やガタつきが発生し、機械本来の性能を維持できなくなる可能性があります。
シャフトの設計段階でできる3つの摩耗対策
シャフトの摩耗は、運転開始後に発生する問題と思われがちですが、実際には設計段階で大部分が決まります。
材料や表面硬度が適切でも、荷重条件や嵌合設計、潤滑環境が合っていなければ早期摩耗につながる可能性があります。特に摺動部や回転部では、寸法公差だけでなく、真円度・円筒度などの幾何公差や表面粗さの指定も摩耗対策に関わります。
使用条件に応じて材料、形状、嵌合、公差、表面性状を適切に設計することで、部品寿命の延長やメンテナンス頻度の低減が期待できます。
ここでは、シャフトの耐久性を高めるために設計段階で検討したい摩耗対策について解説します。
- 耐摩耗性を考慮した材料を選定する
- 公差・嵌合・形状・表面粗さを工夫する
- 表面処理・硬化処理を追加する
1. 耐摩耗性を考慮した材料を選定する
一般的に、硬度が高い材料ほど耐摩耗性は向上しますが、硬すぎると衝撃に弱くなる場合もあるため、硬さと靭性のバランスの検討が重要です。
例えば、SUS440Cなどの400番台ステンレスは耐摩耗性に優れている一方、SUS304などの300番台ステンレスは耐食性に優れるものの耐摩耗性は比較的低い傾向があります。
なかには、耐食性と硬度を両立した素材を使用したり、表面処理により高硬度化を図ることも可能です。
【関連記事】
SUS(ステンレス)シャフトの研削加工事例を紹介!要求される精度と設計時の注意点とは
オーステナイト系ステンレス(SUS)の加工は難しい?加工硬化の原因と対策を解説
2. 公差・嵌合・形状・表面粗さを工夫する
はめあいがきつすぎると接触圧が高まり摩耗を促進します。一方で緩すぎる場合は、接触部がわずかに動き続けることで摩耗が発生しやすくなります。そのため、使用荷重や回転数、組み付け方法を考慮しながら、適切な嵌合を選定することが重要です。
また、角部にRを設けて応力集中を緩和したり、偏荷重が発生しにくい支持構造を採用したりすることで、摩耗リスクを低減できます。
さらに、摺動部や回転部では表面粗さの指定も摩耗に影響します。表面が粗すぎると相手部品を傷つけやすくなり、滑らかすぎる場合でも潤滑油を保持しにくくなる場合があります。使用条件に応じて、必要な表面粗さを設定することが重要です。
角部にRを設けて応力集中を緩和したり、偏荷重が発生しにくい支持構造を採用したりすることも、摩耗リスクの低減につながります。
【関連記事】
シャフトの公差が厳しすぎる?加工できない原因と解決方法を解説
3. 表面処理・硬化処理を追加する
焼き入れや真空浸炭処理によって表面硬度を高くすると、摩耗の進行を抑えやすくなります。特に摺動や転がり接触が繰り返されるシャフトでは、表面硬度が不足していると相手部品との接触部が徐々に摩耗し、寸法変化やガタつきの原因となるため注意が必要です。
また、バレル研磨やスーパーフィニッシュなどで表面粗さを滑らかにすると、摩擦係数の低下や潤滑性の向上が期待できます。
ただし、表面処理や硬化処理は材質や使用環境との相性も重要です。過度に硬度を高めると靭性が低下する場合もあるため、荷重条件や相手材との組み合わせを考慮する必要があります。
【関連記事】
バレル研磨とは?多用途で活きる表面処理技術と設計上の注意点
シャフトの摩耗についてよくある質問
シャフトの摩耗は、設備の寿命や精度、メンテナンスコストに直結する重要な課題です。しかし、摩耗と摩擦や腐食との違いが分かりにくかったり、どの材料を選べばよいのか判断に迷ったりすることも少なくありません。
また、シャフトの摩耗対策は材料選定だけでなく、公差設計や表面処理、使用環境まで含めて検討する必要があります。
ここでは、シャフトの摩耗に関して設計者や技術者からよく寄せられる質問について解説します。
Q1. 摩耗と摩擦、さび(腐食)の違いは何ですか?
Q2. シャフトの摩耗対策で最も重要な要素は何ですか?
Q3. 摩耗に強いステンレスシャフトを選ぶポイントは何ですか?
Q1. 摩耗と摩擦、さび(腐食)の違いは何ですか?
摩耗は、部品が動いた結果材料が徐々に削り取られていく現象です。一方、摩擦は接触面に発生する抵抗力のことであり、摩耗の原因の一つとなります。また、さび(腐食)は化学反応による材料の劣化現象です。また、摩耗と腐食が同時に現れる場合もあります。
実際の機械では、摩耗だけでなく腐食や潤滑不良が重なって進行するケースも少なくありません。
例えば、水分や薬品が存在する環境では腐食によって表面が傷み、その部分から摩耗が進行しやすくなります。摩耗の原因を正しく特定するためには、使用環境や相手部品の状態も含めて確認することが重要です。
Q2. シャフトの摩耗対策で最も重要な要素は何ですか?
摩耗対策は材料選定だけではなく、表面処理、公差設計の3つを総合的に検討することが重要です。特に設計段階で対策を織り込むことで、後工程でのトラブルやメンテナンスコストの削減につながります。
シャフトの摩耗は単一の要因で発生するものではなく、荷重条件や回転数、潤滑状態、相手部品との組み合わせによって大きく変化します。
耐摩耗性の高い材料を使用しても、公差や表面粗さが適切でなければ十分な効果は得られません。設計から加工まで一貫して検討することが長寿命化につながります。
Q3. 摩耗に強いステンレスシャフトを選ぶポイントは何ですか?
耐摩耗性を重視する場合は、SUS440Cなどの400番台ステンレスを選定することが一般的です。しかし、耐食性と耐摩耗性は両立が難しい場合もあるため注意が必要です。非磁性が必要な用途では、オリジナル材や300番台ステンレスに表面処理を組み合わせる方法も検討されます。
材料選定では耐摩耗性だけでなく、耐食性や強度、加工性とのバランスも重要です。
例えば、食品機械や医療機器では耐食性が優先されるため、300番台ステンレスに硬質皮膜処理や表面改質を組み合わせることがあります。求める機能や使用環境に応じて最適な材質と処理方法を選定することが重要です。
まとめ|シャフトの摩耗を理解して製品の長寿命設計を実現しよう

シャフトの摩耗には、いくつかの種類があり、それぞれ発生原因や進行の仕方が異なります。長寿命なシャフトを実現するためには、材料選定、公差・嵌合設計、表面処理を組み合わせた総合的な対策が重要です。
三和ニードル・ベアリングでは、自社開発設備を含むセンタレス研削技術による、サブミクロン(1万分の1mm)精度の超精密加工を強みとしています。また、材料選定や熱処理、研削加工を組み合わせることで、摩耗リスクの低減や長寿命化が求められるシャフト製作にも対応可能です。
切削加工から熱処理、研削加工までの社内一貫生産体制を構築しており、試作1個から量産まで対応可能ですので、摩耗に強いシャフトの設計や材料選定、高精度加工でお困りの際は、ぜひお気軽にお問い合わせください。