
SUS(ステンレス)製シャフトの研削加工事例を紹介!要求される精度と設計時の注意点
- 部品加工
SUS(ステンレス)製シャフトは、耐食性や耐摩耗性に優れる材料として、精密機器や産業装置、医療機器など幅広い分野で使用されています。一方で、真円度や表面粗さなどの精度要求が高い用途では、旋盤加工だけではなく研削加工を組み合わせることが一般的です。
特に焼入れ材や小径シャフトでは、寸法精度や形状精度を安定させるために研削工程が重要であり、それぞれの加工技術が品質に影響することも少なくありません。
本記事では、SUS製シャフトの基本的な特性や、研削加工が選ばれる理由や主な加工方法、さらに高精度加工を実現するための設計、加工のポイントを解説します。


そもそもSUS(ステンレス)シャフトとは?
SUSはステンレス鋼を指すJIS規格上の呼称であり、耐食性に優れる材料として機械部品に広く使用されています。特にシャフトに使われる場合では、腐食環境での使用や摺動部品としての耐久性が求められることが多くみられます。
ここでは、SUSの基本的な分類と、シャフト用途で重視される性能について整理します。
- SUSの定義とJIS規格上の分類
- SUSの機械的性質と物理的性質
- SUSを用いたシャフトの主な用途と性能
SUSの定義とJIS規格上の分類
SUSとは、鉄(Fe)を主成分として耐食性を向上させる目的でクロム(Cr)やニッケル(Ni)を含有させた合金鋼です。JIS規格では以下のように定義されています。
| 正式名称:ステンレス鋼(Steel Use Stainless) |
| 定義:炭素(C)含有率1.2%以下、クロム(Cr)含有率10.5%以上で耐食性を向上させた合金鋼 |
また、SUSは成分や用途によっていくつかの系統に分類されます。
| 系統 | 材質 |
|---|---|
| オーステナイト系ステンレス | SUS303、SUS304、SUS316など |
| マルテンサイト系ステンレス | SUS410、SUS416、SUS420J2など |
| フェライト系ステンレス | SUS405、SUS410L、SUS430など |
| 二相系ステンレス | SUS329J1など |
| 析出硬化系ステンレス | SUS630など |
SUSのうち、シャフト用途としては、オーステナイト系ステンレスのSUS303やSUS304、マルテンサイト系ステンレスのSUS420J2などが多く使用されます。
【関連記事】
ステンレスとは?特徴・種類・錆びにくい理由を詳しく解説
SUSの機械的性質と物理的性質
材料特性と加工工程は密接に関係しています。SUS製シャフトの加工を考える際には、材料の機械的性質や物理的性質を理解しておく必要があります。
| 種類 | 代表鋼種 | 主な特性 | 選定のポイント |
|---|---|---|---|
| オーステナイト系ステンレス | SUS303、SUS304、SUS316 | 延性・靭性に優れ、冷間加工性や耐食性が高い。基本的に非磁性。加工硬化を起こしやすい。 | 耐食性や汎用性を重視するシャフトで広く使用される。SUS303は切削性が良く、SUS304・316は腐食環境に強い。 |
| フェライト系ステンレス | SUS430など | クロムを主成分とするステンレス鋼で、耐食性と成形加工性に優れる。磁性を持つ。 | コストや成形性を重視する場合に選択される。シャフト用途では比較的採用されにくい |
| マルテンサイト系ステンレス | SUS420J2など | 焼入れにより高硬度化可能。耐摩耗性に優れる。 | 高い耐摩耗性が必要なシャフトに採用。焼入れ後は材料が硬くなるため、最終仕上げに研削加工が必要になることが多い。 |
| 二相系ステンレス(デュプレックス) | SUS329J1など | 常温でオーステナイト組織とフェライト組織が混在。強度と耐食性に優れる。 | 腐食環境や高強度が求められる用途で使用される。 |
| 析出硬化系ステンレス | SUS630(17-4PH)など | 熱処理で金属化合物を析出硬化させる。添加する金属により高強度、耐食性などの特性を得る。 | 高強度と耐食性を両立したい精密機械部品などで使用される。 |
SUSを用いたシャフトの主な用途と性能
SUS製シャフトは以下のような用途で使用されます。
- 精密機器の回転軸
- ポンプやモーターのシャフト
- 医療機器や食品機械の駆動部品
- 半導体装置や産業機械の摺動部品
これらの用途では、寸法はもちろん、真円度・円筒度・表面粗さなどの幾何公差が性能に直結することが多くあります。そのため、高精度のSUS製シャフトでは研削加工による仕上げが採用されるケースが増える傾向があります。
【関連記事】
産業機器のシャフト部品の役割とは?目的や用途と加工時の注意点
SUS製シャフトに研削加工が選ばれる理由
ステンレス(SUS)製シャフトの製造工程において、旋盤やフライスによる「切削加工」は欠かせない基本工程です。しかし、半導体製造装置や医療機器、精密モーターなどの高付加価値な部品においては、最終工程に「研削加工」が指定されるのが一般的です。
なぜ、コストや工数が増えるにもかかわらず研削加工が必要とされるのでしょうか。その主な理由は、切削加工の限界を超える「幾何公差の安定」「高硬度材への対応」「微細な表面粗さの管理」の3点に集約されます。
ここからは、SUS製シャフトに研削加工が選ばれる理由について解説します。
- 真円度・円筒度を安定させるため
- 焼入れ後の高硬度材に対応するため
- 表面粗さと摺動性を向上させるため
【関連記事】
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
真円度・円筒度を安定させるため
回転軸(駆動軸)として機能するシャフトにとって、回転時の「振れ」は製品寿命を左右する致命的な要因です。
切削加工でも高精度な仕上げは可能ですが、バイト(刃物)一点に負荷が集中するため、ワークのたわみや工具摩耗による寸法変化が避けられません。
特に長尺のSUS製シャフトでは、中央部の逃げによる「太鼓状」の歪みが発生しやすくなります。
そこで、高速回転する砥石で微細な切り込みを行う研削加工は、切削に比べて加工負荷(背分力)が極めて小さいため、ワークの変形を最小限に抑えられます。これにより、ミクロン単位の真円度や円筒度を安定して実現し、ベアリングの嵌合(かんごう)精度向上や騒音・振動の低減に大きく寄与します。
焼入れ後の高硬度材に対応するため
耐摩耗性を高めるために焼入れを施したSUS440Cなどのマルテンサイト系ステンレス鋼は、極めて硬度が高く、通常の切削工具では刃が立ちません。
また、熱処理の過程で発生する不可避な「歪み」や「寸法変化」は、最終製品の精度を損なう原因となります。
こうした高硬度材の仕上げにおいて、硬い砥粒を用いる研削加工は不可欠な工程です。熱処理後の歪みを精密に補正し、難削材であっても設計図面通りの幾何公差を確実に追い込むことができるのは、研削加工ならではの強みです。
表面粗さと摺動性を向上させるため
シール部品やオイルシール、ベアリングと接するSUS製シャフトにおいて、表面の滑らかさは「部品の寿命」に直結します。
切削加工では理論上、刃物の送り跡(カッタマーク)が微細な凹凸として残ります。この凹凸が摺動面における摩擦抵抗となり、パッキンの摩耗や油漏れ、最悪の場合は焼付きを引き起こします。
また、研削加工は無数の砥粒で表面を磨き上げるため、切削よりも遥かに小さいRa数値(表面粗さ)を実現できます。滑らかな鏡面に近い仕上げにすることで、相手材との親和性が高まり、装置全体のメンテナンスサイクルを長期化させることが可能になります。
SUS製シャフトの主な研削方法と加工法選定のポイント

SUS製シャフトの製造において、旋盤による粗加工の後に研削工程を挟むことは、寸法公差をミクロン単位で制御するための標準的なプロセスです。
しかし、ステンレス鋼は熱膨張係数が大きく、加工硬化を起こしやすい特性があるため、形状や生産数に応じた最適な研削方式の選定が欠かせません。砥石の選択から研削液の供給、さらにはワークの保持方法に至るまで、加工精度とコストのバランスを見極めることが、高品質なシャフト製作の鍵となります。
ここからは、SUS製シャフトで汎用される代表的な4つの加工法と、それぞれの選定基準について詳しく解説します。
- センタレス研削
- 円筒研削
- ネジ研削
- 段研削
センタレス研削
センタレス研削は、ワークをセンターで支持せず、研削砥石・調整砥石・ブレードの3点で保持しながら外径を仕上げる手法です。この方式の最大の利点は、ワークの着脱が容易で連続供給が可能なため、量産時において圧倒的な生産性を誇る点にあります。
また、支持部がワーク全周を支える構造上、長尺の細軸シャフトであっても「たわみ」が発生しにくく、安定した外径精度を維持できるのが特徴です。
ただし、センター基準を持たないため、段付き形状や偏芯があるワークには不向きな側面もあります。支持条件の設定には熟練の技術を要し、セットアップの良否がそのまま真円度や仕上がり品質に直結するため、単純なストレート形状の量産品に最も適した選定と言えます。
【関連記事】
センターレス研磨加工とは?原理や種類と設計時に必要な注意点を解説
円筒研削
円筒研削は、ワークの両端に設けられたセンター穴で保持し、回転させながら砥石を当てる最も標準的な手法です。センター穴を基準にするため、軸心に対する真円度や円筒度を極めて高く保つことができ、公差の厳しい精密回転軸の加工に最適です。
単品製作や試作品、さらには複雑な形状変更にも柔軟に対応できる汎用性の高さが大きな強みとなっています。
一方で、加工精度はセンター穴自体の品質や芯出しの正確さに強く依存します。また、長尺のSUS製シャフトを加工する際には、自重や研削抵抗による「たわみ」や「振れ」が発生しやすいため、振れ止めなどの補助具を用いた高度な支持管理が不可欠となります。
【関連記事】
円筒研削加工とは?特徴や研削方法の種類と設計時に必要なポイント
ネジ研削
送り機構やリードスクリューとして機能するシャフトにおいて、極限のリード精度を追求する場合に採用されるのがネジ研削です。旋盤によるネジ切り加工と比較して、硬度の高いSUS材であっても滑らかなネジ面と正確なピッチを実現できます。
特に、摩擦抵抗を抑えてスムーズな動力伝達を求める精密ネジ部品においては、研削による仕上げが標準となります。
しかし、ネジ研削は特殊な形状に成形した砥石を使用するため、加工時間が長くなりやすく、コスト面での負担が増える傾向にあります。砥石の目立て(ドレッシング)や機械の温度管理など、設備と技術の両面で高いハードルが求められる、特殊な高付加価値加工といえるでしょう。
段研削
ベアリング受けや嵌合部など、一つの軸上に異なる複数の外径寸法が存在する場合に行われるのが段研削です。単に各段の寸法を合わせるだけでなく、それぞれの段部における「同軸度」や「位置決め精度」を同時に確保しなければならない点が、この加工の難所となります。
設計段階においては、段部の根元に砥石の干渉を避けるための「逃げ溝」を設けるなど、研削性を考慮した形状検討が重要です。
複数の段を一括で研削するか、工程を分けるかといった判断が、最終的な累積誤差や生産効率に大きく影響するため、図面指示に基づいた緻密な工程設計が求められます。
SUS製シャフトの高精度加工事例と加工技術のポイント

SUS製シャフトの加工難易度は、材料の特性だけでなく、その「形状」と「要求精度」の組み合わせによって劇的に変化します。特にステンレス鋼特有の熱膨張や加工硬化を考慮すると、単に図面通りに削るだけでなく、歪みを予測した工程設計や最適な加工条件の選定が不可欠です。
ここでは、代表的な4つの加工事例を挙げ、高精度なSUS製シャフトを実現するための技術的なポイントを詳しく解説します。
- ストレートシャフト
- 溝加工シャフト(固定機構部品)
- 段付きシャフト(嵌合部・軸受部品)
- 端面精密加工シャフト
ストレートシャフト
回転機構の心臓部となるストレートシャフトでは、外径寸法(サイズ)だけでなく、真円度や円筒度といった幾何精度の追求が最も重要です。わずかな形状誤差であっても、高速回転時には大きな振動や騒音、さらにはベアリングの異常摩耗を引き起こす原因となります。
高精度なストレート形状を実現するためには、加工中の「逃げ」をいかに抑制するかが鍵となります。
特に細径や長尺のSUS製シャフトでは、研削圧力による微細な曲がりが発生しやすいため、心出しの徹底や振れ止めの活用、さらには複数回の微細研削を重ねることで、ミクロン単位の直線性と真円度を確保します。
加工事例
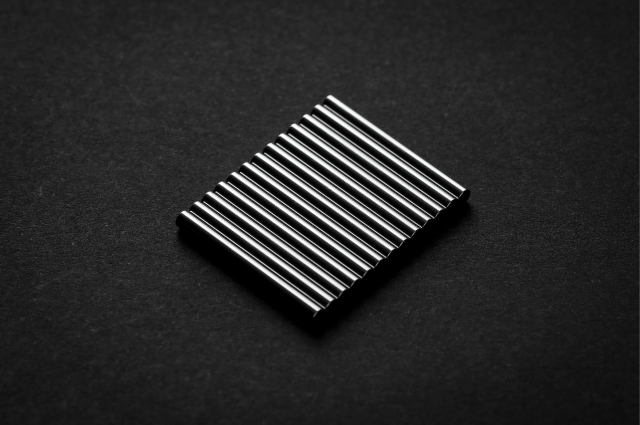
- ストレートシャフト(回転機構部品)
- 車載モーター用シャフト
- 家電機器用精密シャフト
三和ニードル・ベアリングの加工技術
- 外径精度0.5μm、真円度0.1μm、円筒度0.1μmに対応
- 円筒面の仕上げとして表面粗さRa0.02以下 に対応可能
- 研削条件や加工順序の最適化で量産時のばらつきを抑制
- センタレス研削を中心とした工程構成で月産100万本規模の量産体制に対応
【関連記事】
三和ニードル・ベアリングのストレートシャフトはこちら
溝加工シャフト(固定機構部品)
止め輪溝やキー溝が施されたシャフトは、固定機構部品として広く活用されます。しかし、溝加工は応力が集中しやすく、加工方法によってはシャフト全体の振れ精度を悪化させるリスクを孕んでいます。
特にオーステナイト系ステンレス(SUS304など)は加工硬化しやすいため、溝入れ時に過度な負荷をかけると、その後の仕上げ研削で寸法が安定しないことがあります。
そのため、粗加工の段階で熱処理や応力除去を行い、歪みを最小限に抑えた状態で最終的な溝幅や位置精度を研削で追い込むといった、材料特性を熟知した工程管理が重要です。
加工事例
- 止め輪溝付きシャフト
- キー溝付きシャフト
- 固定機構用シャフト
三和ニードル・ベアリングの加工技術
- オーステナイト系ステンレスは切削加工、熱処理により高硬度化するマルテンサイト系ステンレスは研削加工と条件に応じた加工方法が選択可能
- 研削による溝加工が可能で熱処理後の高硬度材にも対応
- 溝加工で剛性バランスが変化する場合でも、切削加工と研削加工を組み合わせ 外径精度の維持が可能
【関連記事】
三和ニードル・ベアリングの溝加工のシャフトはこちら
溝付きシャフトとは?種類・用途・加工精度と設計時の注意点を解説
段付きシャフト(嵌合部・軸受部品)

軸受部や嵌合(かんごう)部を有する段付きシャフトにおいて、最も管理が難しいのが複数の外径軸における「同軸度」です。それぞれの段が別々に高精度であっても、軸心がずれていれば装置全体の組立精度を著しく損ないます。
この問題を回避するための技術ポイントは、可能な限り「一チャッキング(一度の固定)」で複数の段を研削することです。
段研削用の砥石を適切にドレス(成形)し、基準面からの位置精度(肩公差)と軸心の振れを同時に管理することで、複雑な形状であっても各部位の相関精度を高いレベルで維持することが可能になります。
加工事例
- ベアリング嵌合部付きシャフト
- ギア取付用段付きシャフト
- 精密回転機構用シャフト
三和ニードル・ベアリングの加工技術
- 回転機構の嵌合部における同軸度を0.001mmレベルで管理
- 旋盤加工で段形状を形成してから 嵌合部を研削加工で仕上げる工程が可能
- 段部外径の寸法精度を 0.004mmで管理
- 両段・中間段など複数段構造にも対応可能
【関連記事】
三和ニードル・ベアリングの段付きシャフトはこちら
段付きシャフトの用途や製造工程、設計・加工の注意点について解説
端面精密加工シャフト
モーター軸や精密機構の先端に使用されるシャフトでは、円周面だけでなく「端面(エッジ)」の精度が装置の性能を左右します。端面の直角度が不十分であれば、組み付けた部品が傾き、回転バランスの崩れや位置決めの誤差に直結するためです。
端面研削においては、軸方向への加圧制御と、バリの発生を抑えるための砥石選定がポイントとなります。
また、端面を基準面として使用する場合は、Ra(表面粗さ)を極限まで小さく仕上げることで、相手材との密着性を高め、微細なガタつきを排除した高精度なアッセンブリを実現します。
加工事例
- 端面精密仕上げシャフト
- 位置決め機構用シャフト
- 精密組立用シャフト
三和ニードル・ベアリングの加工技術
- 端面と外径の直角度0.003mmに対応
- 端面仕上げで面粗さRa0.03の加工が可能
- 円筒面でRa0.02以下の仕上げに対応
- 端面形状はF面・R面・T面に対応
【関連記事】
精密シャフトとは?高精度シャフトの基礎知識と加工のポイント
SUS製シャフトを研削加工する際に精度を安定させるポイント
高精度なSUS製シャフトを安定して量産・製造するためには、加工現場の技術力だけでなく、設計段階からの「加工しやすさ(被削性)」への配慮が欠かせません。材料の物理的特性や形状の制限を無視した設計は、歩留まりの低下やコストの高騰を招く直接的な原因となります。
ここでは、品質のバラつきを抑え、加工の安定性を最大化するために不可欠な3つの重要ポイントを解説します。
- 必要以上に厳しい公差を指定しない
- 焼入れ後に最終寸法を出す工程設計にする
- L/D比に応じた加工方法を選定する
必要以上に厳しい公差を指定しない
精密シャフトの設計において、公差を厳しく設定すれば製品の信頼性が高まると考えがちですが、必要以上に過剰な精度指定(オーバースペック)は、加工難易度とコストを指数関数的に増大させます。
ステンレス鋼は熱膨張係数が高く、加工中の温度変化だけで数ミクロンの寸法変動が生じます。そのため、機能上真に必要な精度を見極め、適切な公差範囲を設定することが、結果として加工の安定性とコストパフォーマンスの最適化に繋がります。
現場の加工限界と製品に求められる許容誤差のバランスを最適化することこそが、真の高品質を実現する第一歩です。
焼入れ後に最終寸法を出す工程設計にする
耐摩耗性を高めるために焼入れ処理を行うSUS製シャフト(SUS440Cなど)では、熱処理による「歪み」の発生を前提とした工程設計が不可欠です。
焼入れ前に最終寸法まで仕上げてしまうと、熱処理時の内部応力によって軸が反ったり、寸法が膨張・収縮したりすることで、最終的な幾何精度が損なわれるリスクが高まります。このリスクを防ぐためには、焼入れ前に研削代(取り代)を十分に確保した状態で粗加工を行い、「焼入れ後に研削で最終寸法を出す」工程フローを徹底します。
これにより、熱処理で生じた微細な歪みを完全に除去し、極めて高い寸法精度を担保することが可能になります。
L/D比に応じた加工方法を選定する
小径で長尺のシャフトは、長さ(L)に対して直径(D)が小さい、つまり「L/D比」が大きくなるほど剛性が低下し、加工難易度が飛躍的に高まります。L/D比が一定水準を超えると、砥石の押し付け力によってシャフトが「たわみ」、中央部が太くなるなどの寸法誤差や、微細な振動による表面のビビリが発生しやすくなります。
このような難形状に対しては、両センター支持の円筒研削ではなく、ワークを全周で支えるセンタレス研削を選択したり、円筒研削であれば適切な「振れ止め」を配置したりといった、形状特性に応じた支持方法の工夫が求められます。
L/D比を考慮した最適な工法の選定こそが、長尺シャフトの直進性と表面品質を安定させる要となります。
まとめ|SUS製シャフトの高精度研削は工程設計が重要

SUS製シャフトは耐食性や耐摩耗性に優れる材料として多くの機械部品に使用されています。特に安定して高精度に加工を行うには、材料特性や熱処理工程、加工方法の選定を総合的に検討する必要があります。
三和ニードル・ベアリングでは、センタレス研削を中心としたシャフト加工技術により、外径精度0.5μm、真円度0.1μm、円筒度0.1μmといった精度領域の部品製作に対応しています。また、小ロットから月産100万本規模の量産体制まで、用途や数量に応じた材質選定や加工方法の提案も可能です。
SUS製シャフトの部品仕様や精度条件を踏まえた加工の最適化を図りたい場合は、ぜひお気軽にお問い合わせください。