真円度とは?測り方や図面指示の方法から設計時のポイントを解説
- 加工技術
真円度とは、円形部品の断面が理想的な円からどの程度ずれているかを表す幾何公差の一種です。軸受部品やシャフト、ピンなどの回転・摺動部品では、真円度が製品性能や寿命に大きく影響するため、設計段階から適切に管理する必要があります。
一方で、真円度は円筒度や同心度と混同されやすく、図面への指示方法や測定方法が分かりにくい公差でもあります。
本記事では、真円度の定義や図面指示の方法、円筒度・同心度との違い、測定方法、設計時のポイントまで分かりやすく解説します。


真円度とは?

真円度とは、機械部品の円形断面がどれだけ真円に近い形状で加工されているかを評価する形状公差です。
軸受部品やシャフト、ピンなどの回転部品では、真円度が悪化すると振動や異音、摩耗の増加、回転精度の低下につながるため、重要な品質項目として管理されています。
幾何公差は大きく形状公差、姿勢公差、位置公差、振れ公差の4種類に分類され、その中で真円度は基準を必要とせず断面の円形状そのものを評価する公差です。特に高精度な回転性能や均一な接触状態が求められる部品では、寸法公差だけでなく真円度の管理も欠かせません。
ここでは、真円度の定義や図面での指示方法、関連する公差との違いについて解説します。
- 真円度の定義と図面での指示方法
- 真円度と円筒度の違い
- 真円度と同心度の違い
真円度の定義と図面での指示方法
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 真円度 | 構造がいかに理論上の真円に近いかを表す | 不要 |
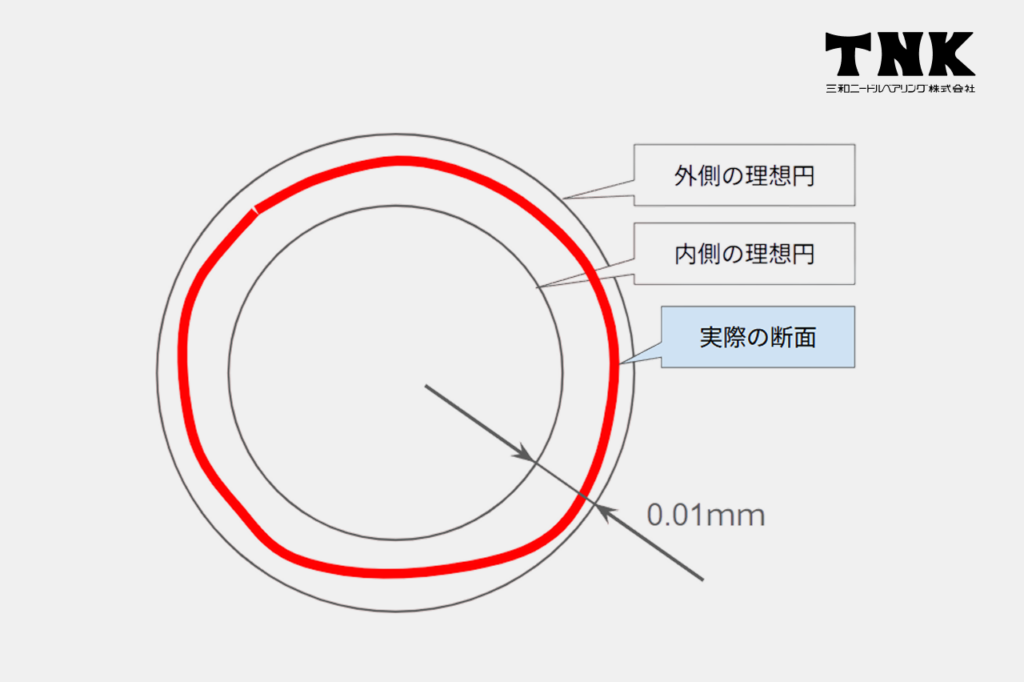
真円度は、任意の断面が理想的な円からどの程度ずれているかを表す幾何公差です。JIS B 0021では、対象断面の輪郭が同心円である外側の理想円と内側の理想円の間に収まる状態と定義されています。
例えば、真円度0.01と指示されている場合、実際の断面形状はどの位置を測定しても半径差0.01mm以内の2つの同心円の間に存在しなければなりません。
図面では、真円度の記号を用いて公差記入枠に数値を記載します。半径ではなく真円の幅を示しているためφは不要で、測定基準となるデータムも不要です。
真円度と円筒度の違い
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 円筒度 |  |
構造がいかに奥行きのある真円に近いかを表す | 不要 |
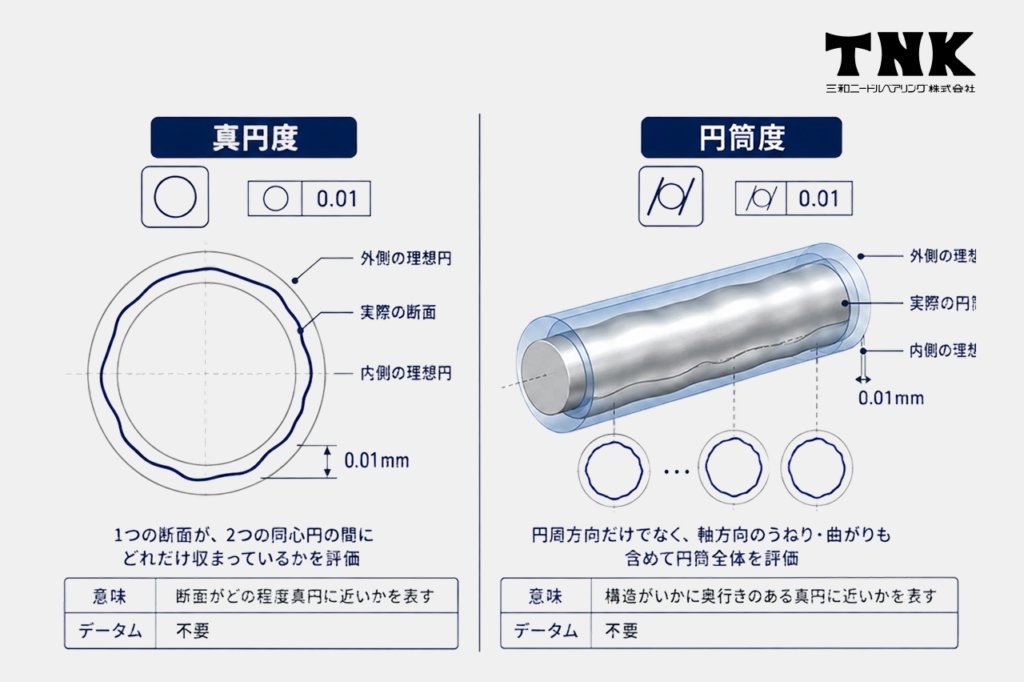
真円度と円筒度はどちらも円形部品を評価する形状公差ですが、評価対象となる範囲が異なります。
真円度とは、任意の1断面を評価しますが、円筒度は軸方向全体の表面形状を評価する公差です。そのため、一般的には真円度よりも管理する範囲が広く、加工難易度も高くなる傾向があります。
【関連記事】
円筒度とは?図面への書き方と設計で押さえるべきポイントを解説
真円度と同心度の違い
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 同心度 | 構造がいかにデータム軸と中心が等しいかを表す | 要 |
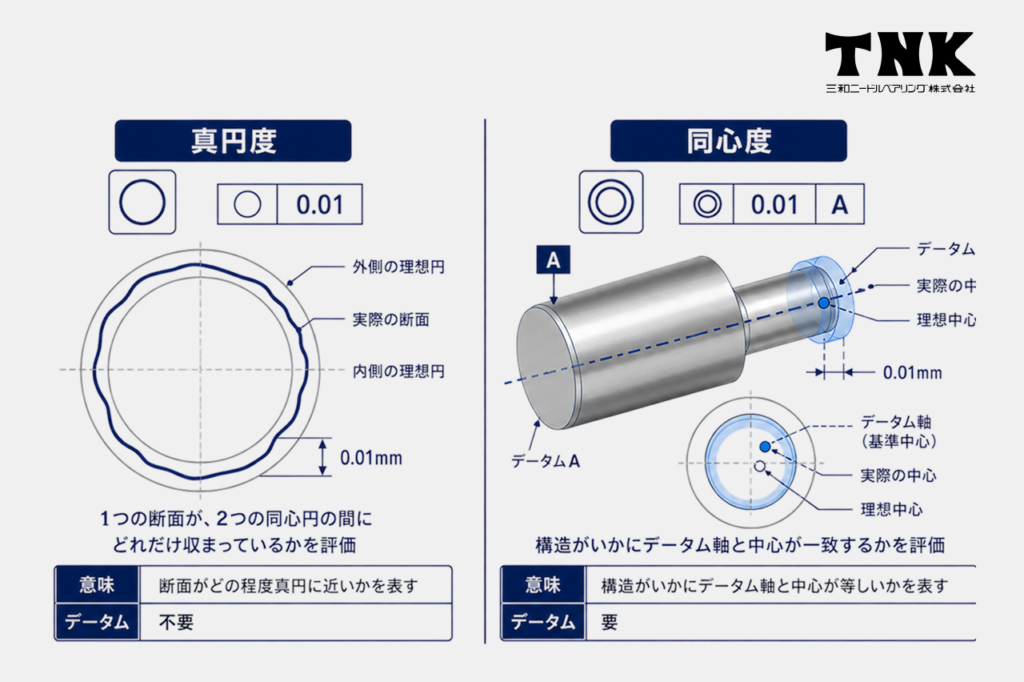
真円度とは形状公差のひとつで、断面そのものが真円に近いかどうかを確認します。
一方、同心度とは位置公差のひとつであり、複数の円や円筒が共通の中心軸を持っているかどうかを管理します。
例えば、ホース状の部品がある場合、外径と内径がそれぞれ真円であっても、中心位置がずれていれば同心度は不良になります。
真円度が悪化する主な原因と加工のポイント
真円度は加工設備の性能だけでなく、材料特性や加工条件、治具の使い方など、さまざまな要因が複雑に影響して決まります。
ここでは、真円度が悪化する代表的な原因と対策について解説します。
- 加工時の熱変形・残留応力
- チャッキング・クランプによる変形
- 砥石・工具の摩耗と機械精度
加工時の熱変形・残留応力
切削加工や研削加工の加工中に材料が局所的に加熱されると、一時的に膨張し、冷却後にわずかな変形が残ることがあります。
また、加工により材料内部に残留応力が残ると、後工程や使用中に応力が解放されて形状変化を引き起こす場合があります。特に高硬度材や薄肉部品では熱の影響を受けやすいため注意が必要です。
そのため、研削油を使って発熱を抑えることや、切り込み量・送り速度などの加工条件を最適化する対策が求められます。また、熱処理後に仕上げ研削を行うと、変形の影響を最小限に抑えられる場合もあります。
【関連記事】
切削加工における難削材対応とは?材質別の課題と加工技術
シャフトの切削加工は難しい?設備や精度管理から外注選びまで解説
チャッキング・クランプによる変形
旋盤のチャックや治具で強く締め付けると、加工中は円形を保っているように見えても、取り外した瞬間に弾性変形が戻り、真円度が不良になることがあります。これは薄肉リングや薄肉スリーブ、小径部品などで特に発生しやすい傾向があります。
そのため、高精度加工では単純に把持力を強くするのではなく、加工中の変形量を考慮した治具設計が重要です。また、複数回に分けた軽切削や専用治具の使用によって変形を抑える方法も採用されています。
砥石・工具の摩耗と機械精度
研削加工では砥石の摩耗や目詰まりで加工精度が悪化します。また、砥石が偏摩耗している状態では、加工面に周期的な形状誤差が発生することもあります。
切削加工も同様で、工具の摩耗が進行すると切削抵抗が変化し、形状精度が安定しなくなります。
さらに、機械本体の主軸振れや送り機構のガイド精度が低下している場合、加工条件を最適化しても高い真円度は維持できません。そのため、定期的なドレッシングによる砥石管理や工具交換、設備の保守点検などを継続的に行うことが重要です。
【関連記事】
ステンレス(SUS304)の研削加工で失敗しないための条件設定と砥石選定
シャフトの摩耗とは?種類ごとの原因や対策と長寿命設計に活かすコツ
真円度が求められる部品の主な測定方法
真円度を正しく評価するためには、求められる精度や部品形状に応じて適切な測定方法を選択することが重要です。
一般的に、高精度な真円度測定には専用の真円度測定機が使用されますが、測定対象や管理目的によっては輪郭形状測定機やマイクロメータなどを用いる場合もあります。
特に軸受部品や精密シャフト、ピンなどの回転部品では、わずかな形状誤差が性能や寿命に影響するため、測定精度と再現性の確保が欠かせません。また、真円度は寸法測定だけでは評価できないため、測定原理や評価方法を理解したうえで適切な機器を選定することが重要です。
ここでは、真円度測定で代表的に用いられる測定方法について解説します。
- 真円度測定機
- 輪郭形状測定機
- マイクロメータ・Vブロック
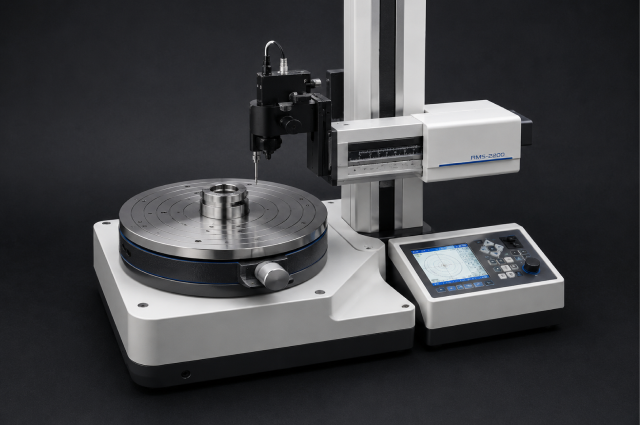
真円度測定機
真円度測定機は、回転テーブル上に工作物を設置し、変位センサーで外周形状を測定します。工作物を回転させながら断面形状を連続的に取得できるため、真円度の誤差を詳細に分析できます。
測定結果はグラフや解析データとして出力できるため、どの位置で誤差が発生しているかも確認可能です。
輪郭形状測定機
輪郭形状測定機は、触針を対象物に接触させながら形状を測定する装置です。真円度測定機のような専用機ではありませんが、断面形状や輪郭形状を評価できるため、真円度の確認に活用される場合があります。
また、真円度だけでなく、うねりや輪郭形状、段差形状なども同時に評価できるため、複数の形状精度を確認したい場合に有効です。
マイクロメータ・Vブロック
現場での工程内管理や簡易測定では、マイクロメータやVブロックを使用することがあります。例えば、Vブロック上に円筒部品を載せて回転させながらダイヤルゲージで振れ量を確認する方法は、多くの加工現場で利用されています。
また、複数方向からマイクロメータで寸法を測定することで、断面形状のおおよそのばらつきを把握することも可能です。
真円度が重要になる部品の例と設計・加工のポイント

真円度向上を図るには、研削加工が有効です。特にセンタレス研削は、工作物をセンターで固定せずに支持するため、自重による安定した加工が可能であり、小径シャフトや高精度シャフトの加工に多く採用されています。
ここでは、真円度が重要になる代表的な部品と設計・加工時のポイントを紹介します。
- コロ・ニードル
- 精密シャフト
- 精密ピン・スリーブ
コロ・ニードル
転動体は相手部品と繰り返し接触するため、真円度が悪いと接触面積が偏って応力が集中します。その結果、摩耗や疲労が早期に進行して、軸受寿命の低下や回転時の振動や騒音の原因にもなります。
設計時には、使用環境や荷重条件に応じて適切な材料と真円度公差を設定することが重要です。
【関連記事】
円筒ころ軸受とは?構造・種類と加工精度の重要性をわかりやすく解説
精密シャフト
真円度が悪化すると、軸受との接触状態が不均一になり、振動や異音、偏摩耗の原因になります。また、嵌合部の接触圧力が偏ることで、回転精度や位置決め精度にも悪影響を与える可能性があります。
必要以上に厳しい公差を指定すると加工コストが上昇するため、設計時には機能要件に応じて寸法公差や真円度、円筒度などとのバランスを考慮して公差を設定することが重要です。
【関連記事】
精密シャフトとは?高精度シャフトの基礎知識と加工のポイント
精密ピン・スリーブ
回転支持などに使用される精密ピンや軸受や摺動部品として使用されるスリーブでは、相手部品とのクリアランス管理が機能を大きく左右します。真円度が悪い場合、組立精度や摺動性能が低下する可能性があります。特にスリーブでは、内径の真円度が摺動抵抗やシール性能に直結するため、内径加工精度の管理が重要です。
寸法公差だけを厳しくしても、真円度が不足していれば期待した性能が得られません。設計時には、H7/g6(穴公差/軸公差)のようなはめあい公差だけでなく、真円度公差との整合性も考慮する必要があります。
高精度な高い真円度が求められる加工なら三和ニードル・ベアリング
真円度の高い部品を安定して製造するためには、加工技術だけでなく、熱処理や測定技術を含めた総合的な品質管理が重要です。
三和ニードル・ベアリングでは、自社開発設備を含む研削加工技術を活用し、サブミクロンレベルの高精度加工に対応しています。コロ・ニードルでは真円度0.0001mmの実績を有しており、高精度な回転部品や摺動部品の加工を得意としています。
また、切削加工・熱処理・研削加工・検査までの社内一貫生産体制を構築しており、試作1個から量産まで柔軟に対応可能です。
真円度に関するよくある質問

真円度は、回転精度や嵌合精度、摺動性能に影響する重要な形状公差です。しかし、「どの程度の精度まで加工できるのか」「真円度が悪化する原因は何か」「円筒度や同心度とどのように使い分けるべきか」といった疑問を持つ方も少なくありません。
また、真円度は寸法公差だけでは評価できないため、設計段階での公差設定と加工工程の選定が重要になります。特に高精度なシャフトやコロ、ニードルなどの回転部品では、求める性能に応じて適切な管理方法を選択する必要があります。
ここでは、真円度に関してよく寄せられる質問について解説します。
Q1. 真円度はどの程度の精度までが一般的でしょうか?
Q2. 真円度が悪化する原因を加工前に防ぐことはできますか?
Q3. 真円度と同心度はどのように使い分けを行いますか?
Q1. 真円度はどの程度の精度までが一般的でしょうか?
加工方法や材料によって異なりますが、一般的な切削加工では数μmから数十μm程度が目安です。一方、研削加工ではさらに高い精度の加工が可能で、高精度用途ではサブミクロンレベルの真円度の加工ができることもあります。
Q2. 真円度が悪化する原因を加工前に防ぐことはできますか?
ある程度は可能です。例えば、材料選定や熱処理条件の検討、適切な公差設定によって変形リスクを低減できます。また、真円度が重要な部品では、あらかじめ研削加工を前提とした工程設計を行うことで、高精度化しやすくなります。
試作段階から加工メーカーと相談しながら工程を検討することで、量産時のトラブル防止にもつながります。
Q3. 真円度と同心度はどのように使い分けを行いますか?
真円度は断面形状の円らしさを管理する公差です。一方、同心度は複数の円や円筒の中心軸が一致しているかを管理する公差です。
例えば、外径の形状精度を保証したい場合は真円度を使用します。外径と内径の位置関係を保証したい場合は同心度を使用します。
両方の精度が重要な部品では、真円度と同心度を併記して指示することもあります。形状の管理なのか、位置関係の管理なのかを明確にして使い分けることが重要です。
まとめ|真円度とは円形の断面形状が重要な場合に用いる幾何公差

真円度とは、円形断面が理想的な真円からどれだけずれているかを評価する形状公差です。回転部品や摺動部品では、真円度が振動や摩耗、寿命に大きく影響するため、適切な設計と加工管理が求められます。
また、真円度は円筒度や同心度と混同されやすいため、それぞれの違いを理解し、部品の機能に応じて適切な公差を指定することが重要です。
三和ニードル・ベアリングでは、自社開発設備を含めた高精度研削加工技術により、サブミクロン精度での超精密加工に対応しています。研削加工をコア技術として、切削加工・熱処理・研削加工・検査までの社内一貫生産が可能です。
真円度や円筒度が求められる精密部品の加工についてお困りの際は、ぜひお気軽にお問い合わせください。