円筒度とは?図面への書き方と設計で押さえるべきポイントを解説
- 加工技術
円筒度とは、円筒形状がどの程度理想的な円筒に近いかを表す幾何公差の一種です。設計図面では真円度や真直度と並んで使用されますが、円筒度は断面だけでなく軸方向を含めた円筒全体の形状を評価できる点に特徴があります。
回転部品や摺動部品では、円筒度が不足すると振動や摩耗、回転精度の低下につながることがあります。そのため、シャフトやコロ、精密ピンなどの設計では、用途に応じて適切に円筒度を指定することが重要です。
本記事では、円筒度の基本的な意味や図面への書き方、他の形状公差との違い、主な加工方法や測定方法について解説します。


円筒度とは?
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 円筒度 |  |
構造がいかに奥行きのある真円に近いかを表す | 不要 |
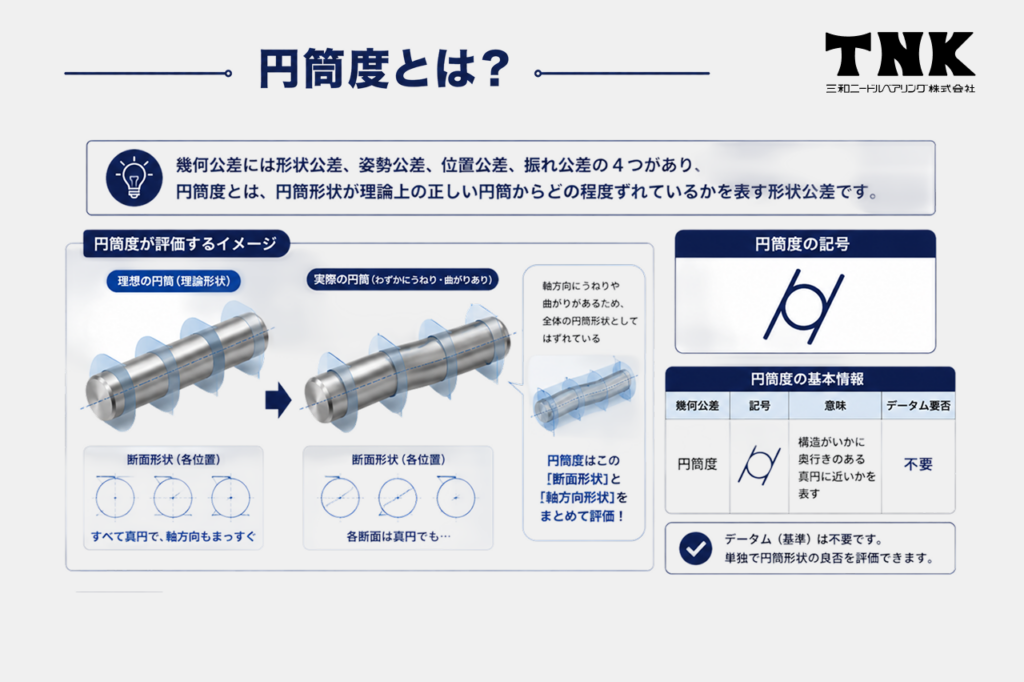
幾何公差には形状公差、姿勢公差、位置公差、振れ公差の4つがあり、円筒度とは、円筒形状が理論上の正しい円筒からどの程度ずれているかを表す形状公差です。
例えば、シャフトやピンの断面が真円であっても、軸方向にわずかなうねりや曲がりがあれば、実際の円筒形状としては理想的な状態とはいえません。円筒度は、このような断面形状と軸方向形状の両方を含めて管理できるため、回転精度や摺動性が求められる部品で重要な指標となります。
円筒度とその他形状公差との違い
円筒度は円筒面全体の形状精度を評価する公差であり、真円度や真直度よりも広い範囲の形状誤差を管理できます。一方、真円度は各断面の円形状、真直度は軸や母線の直線性を評価する公差であり、管理対象が異なります。
例えば、高速回転するシャフトや高精度な嵌合部品では、真円度だけでは管理できない円筒面全体の精度が重要になるため、円筒度が指定されることがあります。求められる機能によって必要な公差は異なるため、それぞれの特徴を理解して使い分けることが重要です。
ここでは、円筒度とその他の形状公差との違いについて解説します。
- 真円度との違い
- 真直度との違い
真円度との違い
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 真円度 | 構造がいかに理論上の真円に近いかを表す | 不要 |
真円度とは、円筒部品を任意の位置で輪切りにした1断面において、その輪郭がどれだけ真円に近いかを評価する形状公差です。一方、円筒度とは複数の断面と軸方向を含めた円筒面全体を評価します。
例えば、各断面は真円であっても、断面ごとに中心位置がずれていたり、軸方向にうねりが生じていたりする場合は、真円度は良好でも円筒度は不良となることがあります。
そのため、回転精度や摺動性など円筒全体の形状が性能に影響する部品では、真円度だけでなく円筒度による管理が重要です。
【関連記事】
真円度とは?測り方や図面指示の方法から設計時のポイントを解説
真直度との違い
| 幾何公差 | 記号 | 意味 | データム要否 |
|---|---|---|---|
| 真直度 | 構造がいかにまっすぐであるかを表す | 不要 |
真直度とは、軸線や母線が理論上の真っ直ぐな状態からどの程度ずれているかを評価する形状公差です。主に軸の曲がりやたわみを管理する目的で用いられます。
一方、円筒度とは真直度の要素に加えて、各断面の真円性も含めて評価する公差です。つまり、真直度が良好でも断面が真円でなければ円筒度は満足できません。また、真円度が良好でも軸方向に曲がりがあれば円筒度は悪化します。
円筒度が求められる部品の主な加工方法
円筒度を高精度に管理するためには、要求精度に応じて適切な加工方法を選択することが重要です。一般的に、切削加工だけでも円筒形状を加工できますが、真円度や真直度を含めた円筒面全体の精度を高める場合は、研削加工が用いられることが多くなります。
特に軸受部品や精密シャフト、ローラーなどでは、回転精度や嵌合精度を確保するために高い円筒度が求められます。そのため、求められる公差や生産数量に応じて、旋盤加工と研削加工を使い分けることが重要です。
ここでは、円筒度が求められる部品で代表的に用いられる加工方法について解説します。
- センタレス研削加工
- 円筒研削加工
- CNC旋盤加工
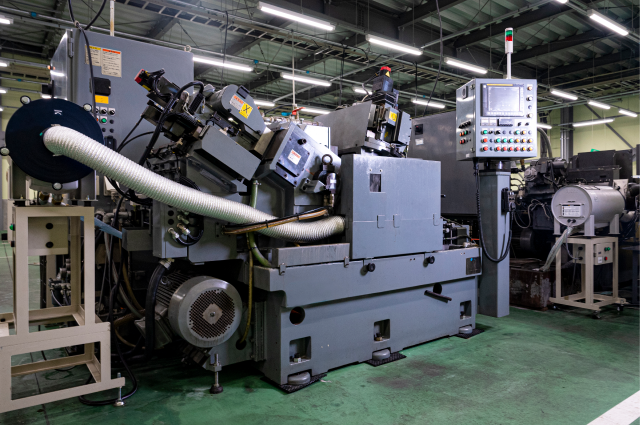
センタレス研削加工
センタレス研削加工は、砥石・調整砥石・ブレードによってワークを支持しながら外径を研削する加工方法です。両端を保持しないため、小径シャフトや長尺シャフトでも高能率に加工でき、コロやニードル、精密シャフトなどの大量生産で広く採用されています。
ただし、調整砥石の角度や送り速度が不適切な場合には円筒度が悪化することがあります。また、砥石の摩耗や研削油の管理状態も加工精度に影響するため、安定した品質を維持するためには継続的な管理が必要です。
【関連記事】
センタレス研削加工とは?原理・種類・メリットと注意点をわかりやすく解説
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
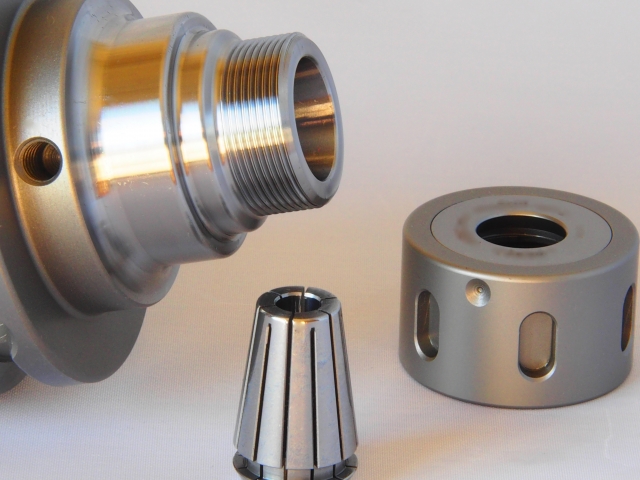
円筒研削加工
円筒研削加工は、ワークをセンタやチャックで保持しながら回転させ、砥石によって外周面を研削する加工方法です。
センタレス研削加工と比較すると段取り時間は必要になりますが、位置決め精度に優れ、段付きシャフトや複雑形状の部品にも対応しやすい特徴があります。そのため、少量生産や高精度部品の加工で多く利用されています。
高い円筒度を得るためには、センタ穴の精度やワークの保持状態、砥石のドレッシング状態などを適切に管理する必要があります。加工条件が適切であれば、非常に高い円筒度を実現できます。
【関連記事】
円筒研削加工とは?特徴や研削方法の種類と設計時に必要なポイント
CNC旋盤加工
CNC旋盤加工は、回転するワークに切削工具を当てて加工する切削加工です。研削加工と比較すると工具摩耗や切削抵抗、ワークのたわみ、熱変形などの影響を受けやすいため、達成できる円筒度には限界があります。
そのため、高精度な円筒度が要求される部品では、旋盤加工で形状を作った後に研削加工を行う工程構成が一般的です。
【関連記事】
旋盤加工とは?加工の仕組みと部品製作への活用ポイント
ステンレス旋盤加工の基礎|切削性や加工条件からみた材料選びのコツ
円筒度が求められる部品の主な測定方法
円筒度は測定方法によって得意な対象や測定精度が異なるため、部品のサイズや要求精度に応じて使い分けられています。
また、温度変化や振動、ワークの設置状態などによって測定結果が変化することもあります。高精度な測定を行うためには、測定機器だけでなく測定環境の管理も重要です。
ここでは、円筒度が求められる部品の主な測定方法について解説します。
- 円度測定機
- 三次元測定機
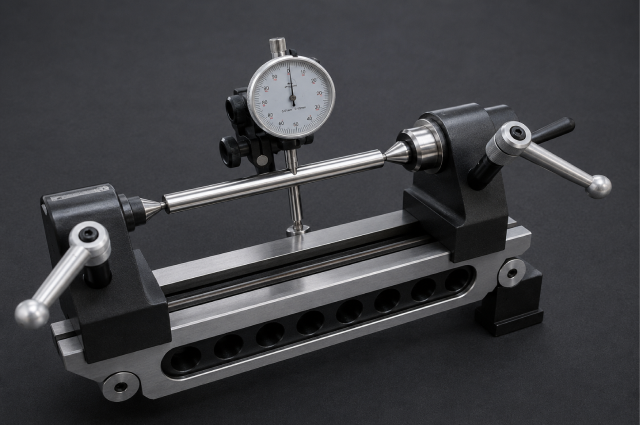
円度測定機
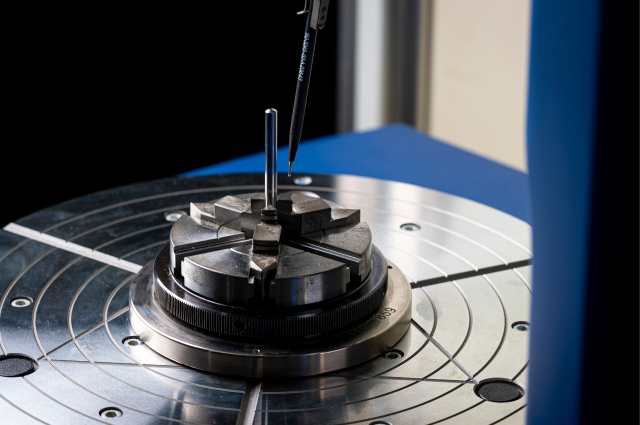
円度測定機は、真円度や円筒度の測定に特化した専用測定機です。回転テーブル上にワークを設置し、測定子を接触させながら回転させることで形状データを取得します。高精度な測定が可能であり、精密シャフトやコロ、ニードルなどの品質管理で広く使用されています。
一方で、大型ワークや複雑形状の部品には適用が難しい場合があります。また、ワークの偏心や傾きが測定誤差につながるため、測定前の心出しや水平調整を適切に行うことが重要です。
三次元測定機
三次元測定機(CMM:Coordinate Measuring Machine)は、測定子をワーク表面に接触させて座標データを取得し、形状を評価する測定機です。円度測定機ほどの専用性はありませんが、円筒度だけでなく寸法や位置、公差など様々な項目を1台で測定できるため、多品種の部品検査に適しています。
また、大型部品や複雑形状のワークにも対応しやすい点が特徴です。
ただし、測定点数が少ないと実際の形状を十分に捉えられず、測定精度が低下する場合があるため、必要な精度に応じて測定点数や測定位置を適切に設定することが重要です。
円筒度が重要になる部品の例と設計・加工のポイント

円筒度は、回転精度や摺動性能、嵌合精度に影響する重要な形状公差です。円筒度が不足すると、振動や異音の発生、摩耗の進行、部品寿命の低下などにつながる場合があります。そのため、高精度な回転や直線運動が求められる部品では、寸法公差だけでなく円筒度の管理も重要になります。
特にシャフトやローラー、軸受関連部品では、わずかな形状誤差が性能に大きく影響するため、設計段階から要求精度を明確にし、それを実現できる加工方法を選定することが重要です。
ここでは、円筒度管理が重要となる代表的な部品と、設計・加工時のポイントについて解説します。
- コロ・ニードル
- 長尺精密シャフト
- 精密ピン・スリーブ
コロ・ニードル
コロやニードルは、転がり運動を支える円筒部品であり、外周面のわずかな形状誤差が接触状態に影響します。円筒度が悪い場合、荷重が一部に集中しやすくなり、摩耗や異音、振動の原因となります。
特に高速回転や高荷重の用途では、円筒面全体で均一に接触させる必要があるため、外径寸法だけでなく円筒度の管理が重要です。加工では研削条件や測定方法を含めて、ばらつきを抑える工程設計が求められます。
【関連記事】
円筒ころ軸受とは?構造・種類と加工精度の重要性をわかりやすく解説
長尺精密シャフト
長尺精密シャフトでは、断面の真円度だけでなく、軸方向全体の曲がりやうねりも性能に影響します。円筒度が不足すると、回転時の振れや摺動抵抗の増加につながり、軸受や相手部品の摩耗を早める場合があります。
特に小径で長いシャフトは、加工中のたわみや熱変形の影響を受けやすいため、支持方法や加工順序の検討が重要です。必要に応じて円筒研削やセンタレス研削を組み合わせ、軸方向の精度まで安定させる必要があります。
【関連記事】
精密シャフトとは?高精度シャフトの基礎知識と加工のポイント
精密ピン・スリーブ
位置決めピン、嵌合スリーブなどでは、穴とのクリアランスが製品機能に大きく影響します。円筒度が悪化すると局所的な接触が発生し、組み付け性の低下や摩耗の原因となることがあります。
また、高精度な位置決め機構では、円筒度のばらつきによって位置決め精度や再現性が低下する場合もあります。そのため、はめあい公差だけでなく円筒度も合わせて管理することが重要です。
高い円筒度が求められる加工なら三和ニードル・ベアリング
高い円筒度を安定して実現するためには、適切な加工方法を選定するとともに、設備のメンテナンスや加工条件の管理を行うことが重要です。
三和ニードル・ベアリングでは、自社開発設備を含む高精度研削加工技術により、コロやニードル、精密シャフトなどの超精密加工に対応しています。
実際に真円度0.0001mm、円筒度0.0001mmというサブミクロンレベルの加工実績があり、高精度な形状精度が求められる部品にも対応可能です。試作1個から量産まで社内一貫生産体制で対応しているため、加工方法の検討段階からお気軽にご相談ください。
円筒度に関するよくある質問
ここでは、円筒度に関するよくある質問について解説します。
Q1. 円筒度はどの程度の精度までが一般的でしょうか?
Q2. 円筒度は切削加工だけで実現できますか?
Q3. 円筒度と真円度はどちらを優先に指定すべきですか?
Q1. 円筒度はどの程度の精度までが一般的でしょうか?
要求される公差や材質、部品形状によって実現できる精度は異なります。一般的に高い円筒度が求められる場合は研削加工が採用され、切削加工のみの場合と比べて安定した精度が得られます。
特にコロやニードル、精密シャフトなどの回転部品ではサブミクロンレベルの精度が求められることもあります。三和ニードル・ベアリングでは、円筒度0.0001mmの加工実績があります。
Q2. 円筒度は切削加工だけで実現できますか?
切削加工だけでも一定の円筒度は確保できますが、高精度になるほど工具摩耗や切削熱、加工時のたわみなどの影響を受けやすくなります。そのため、厳しい円筒度公差が求められる部品では、旋盤加工で形状を作った後に研削加工で仕上げる工程が一般的です。
特に長尺シャフトや小径部品では、加工方法の選定が円筒度に大きく影響します。
Q3. 円筒度と真円度はどちらを優先に指定すべきですか?
真円度は断面ごとの円形状を評価する公差であり、円筒度は軸方向を含めた円筒面全体の形状を評価する公差です。そのため、軸受部や摺動部、精密な嵌合部のように円筒全体の精度が機能に影響する場合は円筒度の管理が重要になります。
求める性能によっては真円度だけでは不十分な場合もあるため、部品の用途に応じて適切な公差を選定することが重要です。
まとめ|円筒度とは軸方向を含む円状形状が重要な場合に用いる幾何公差
真円度が断面形状のみを評価するのに対し、円筒度は断面形状と軸方向の形状を含めて評価できるため、回転部品や摺動部品の性能確保に重要な役割を果たします。また、円筒度の加工では、要求精度に応じて適切な加工方法や測定方法を選定することも重要です。
三和ニードル・ベアリングでは、自社開発設備を含む高精度研削加工により、円筒度0.0001mmの超精密加工実績があります。研削加工をコア技術として、切削、塑性、研削、熱処理まで含めた社内一貫生産が可能です。円筒度などの精度管理でお困りの際は、ぜひお気軽にお問い合わせください。