
表面粗さのRaとRzの違いとは?図面の指示方法と加工への影響
- 加工技術
機械部品の図面を確認していると、表面粗さの指示としてRaやRzを目にすることがあります。しかし、指示されている表面粗さがどのような状態であるかをイメージできないことも少なくありません。
表面粗さは部品の摺動性やシール性、耐久性などに影響する重要な品質項目です。そのため、RaとRzの違いを理解し、用途に応じて適切に使い分けることが求められます。
本記事では、RaとRzの定義や違い、図面での使い分け、加工工程との関係、指定時の注意点について解説します。


表面粗さの指標であるRaとRzとは?
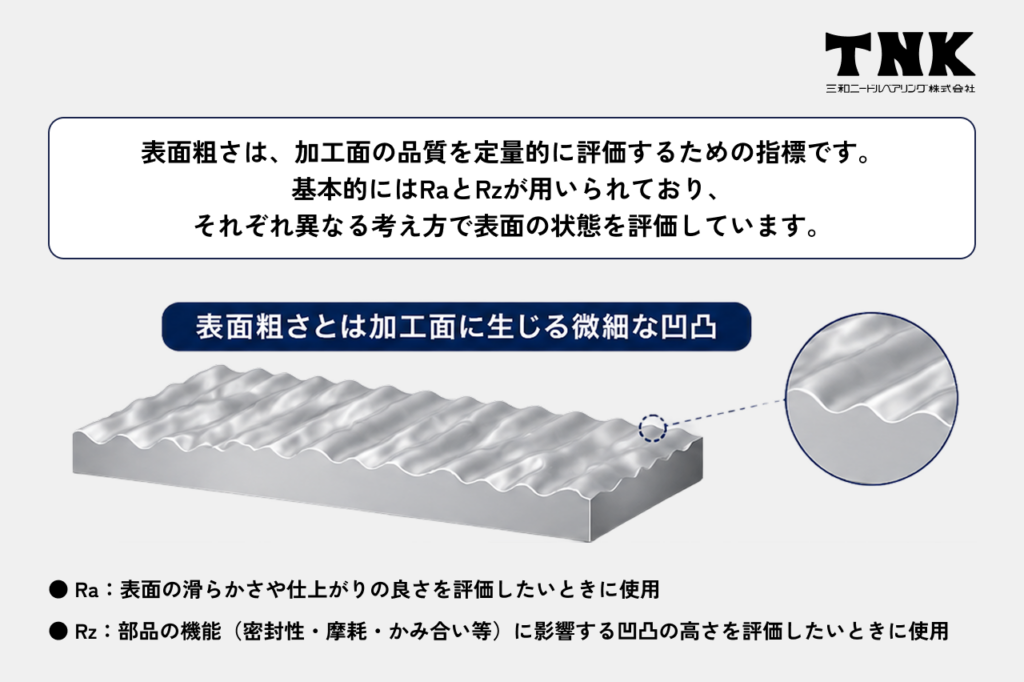
表面粗さとは、加工面に存在する微細な凹凸の状態を数値化した指標です。表面粗さは部品の摺動性、摩耗性、密封性、疲労強度などに影響するため、機械部品の品質管理や図面指示において重要な管理項目として扱われています。
ここでは、表面粗さの基本的な考え方と、RaとRzの違いについて解説します。
- 表面粗さとは加工面に生じる微細な凹凸
- Ra(算術平均粗さ)は「全体的な滑らかさ」を示す値
- Rz(最大高さ)は「凹凸高さ」を算出した値
【関連記事】
旋削加工の表面粗さとは?加工別の目安値と改善方法、高精度化のコツ
研削加工における表面粗さ(Ra・Rz)とは?図面指示と仕上げ精度のコツ
表面粗さとは加工面に生じる微細な凹凸
滑らかに見える金属でも、細かく見ると表面には、工具や砥石の加工痕による微細な凹凸があり完全になめらかなわけではありません。そのため、どの程度凹凸があるのかを数値化したものが表面粗さです。
表面粗さは単なる見た目の問題ではありません。摺動部品であれば摩擦や摩耗、シール部品であれば気密性や液密性、繰り返し荷重を受ける部品であれば疲労強度に影響を与える場合があります。
Ra(算術平均粗さ)は「全体的な滑らかさ」を示す値
Ra(算術平均粗さ)は、粗さ曲線の平均線の方向に基準長さ分を抜き取り、その平均線から測定曲線までの偏差の絶対値を合計して平均した値です。Average(平均)をもとに表面全体の凹凸を平均化して評価する指標であり、全体的にどの程度滑らかな面なのかを把握するのに適しています。
Raは局所的な傷や突起の影響を受けにくく安定した評価ができるため、図面では最も広く使用されています。
Rz(最大高さ)は「凹凸高さ」を算出した値
Rzは、粗さ曲線の平均線の方向に基準長さ分を抜き取り、その平均線から山頂線(Rp)までの高さと谷底線(Rv)までの負荷さとの和のことです。
つまり、最も高い山と最も深い谷の差(Z方向の極値)を評価するため、表面に存在する大きな凹凸や局所的な傷を把握しやすい特徴があります。
なお、表面粗さの規格は何度か変更されています。古い図面を確認する際は、作図時期により示している内容が異なっている可能性があるため注意が必要です。
変更になった規格の一部
| 変更前 | 変更後 |
|---|---|
| Rz:十点平均粗さ(1994年) | Rz:最大高さ(2013年) |
| Rmax:最大高さ(1982年) | Ry(1994年) |
| tp:負荷長さ率(1994年) | Rmr(c)(2013年) |
以下の表は、表面粗さ規格の一部を示しています。
| JIS B 0601-1982 | JIS B 0601-1994 | JIS B 0601-2013 |
|---|---|---|
| Ra:中心線平均粗さ Rmax:最大高さ Rz:十点平均粗さ |
Ra:算術平均粗さ Ry:最大高さ Rz:十点平均粗さ Sm:凹凸の平均間隔 S:局部山頂の平均間隔 tp:負荷長さ率 |
Ra:算術平均粗さ Rz:最大高さ (削除) RSm:輪郭曲線要素の平均長さ (削除) Rmr(c):負荷長さ率 |
図面におけるRaとRzの使い分けのポイント

図面で表面粗さを指定する目的は、部品に必要な機能や品質を明確にすることです。表面粗さは見た目だけでなく、摺動性、密封性、耐摩耗性、接触精度などに影響するため、用途に応じた適切な指標を選定する必要があります。
RaとRzはどちらも表面粗さを表す指標ですが、評価対象が異なります。Raは表面全体の平均的な粗さを評価するため、加工面全体の品質管理に適しています。一方、Rzは山と谷の高さを評価するため、局所的な凹凸や傷の影響を把握したい場合に有効です。
同じ加工面であってもRaとRzの値は必ずしも比例せず、粗さの分布によって評価結果が異なる場合があります。そのため、部品に求められる機能や品質基準を踏まえた上で、適切な指標を選択することが重要です。
- Raは表面全体の平均的な粗さを評価する
- Rzは山と谷の大きさを評価する
- 同じ形状でもRaとRzが大きく異なることがある
Raは表面全体の平均的な粗さを評価する
Raは研削加工面や切削加工面の管理指標としても広く利用されています。表面全体の状態を平均的に評価できるため、シャフト外径面や一般的な摺動面、外観面など一般機械部品の品質管理に適しています。
また、局所的な傷の影響を受けにくいため、量産品において安定した品質管理を行いやすい点も特徴です。
Rzは山と谷の大きさを評価する
Rzは表面の大きな凹凸を評価しやすく局所的な異常を検出しやすいため、シール面や接触面などの品質管理で利用されます。
例えば、部品が接触する面や摺動部品の接触面では、わずかな傷や突起が漏れや摩耗の原因になる場合があります。そのため、平均値であるRaだけでなく、最大高さを評価するRzを用いることで、局所的な不良の発見につなげることができます。
また、疲労強度が重視される部品でも、表面の深い傷を把握する目的でRzが利用されることがあります。
同じ形状でもRaとRzが大きく異なることがある
RaとRzは異なる視点で表面粗さを評価するため、同じRa値であってもRzが大きく異なる場合があるため注意が必要です。
例えば、表面全体は滑らかでも一部に深い傷が存在する場合、Raは小さいままでもRzは大きくなることがあります。このときにRaの指示だけでは品質上の問題を見逃す可能性があるのです。
特に精密摺動面や軸受面などでは、RaとRzを併記して管理することで、平均的な粗さと局所的な凹凸の両方を評価できるようになります。
表面粗さRaとRzの主な加工工程

RaやRzは加工面の状態を評価する指標であり、実際の表面粗さは加工方法や加工条件によって決まります。一般的に、要求される表面粗さが厳しくなるほど、切削加工から研削加工、さらに研磨加工へと工程が追加される傾向があります。
例えば、一般的な旋削加工ではRa1.6~0.8程度が目安となり、より高い寸法精度や表面品質が求められる場合には研削加工が選択されます。さらに摺動性や密封性が重要な部品では、ラッピングやバフ研磨などの研磨加工を追加して微細な凹凸を整えます。
表面粗さは数値だけで判断するのではなく、部品の用途や要求精度を踏まえて適切な加工工程を選定することが重要です。
ここでは、表面粗さの管理で用いられる代表的な加工工程について解説します。
- 切削加工
- 研削加工
- 研磨加工
切削加工
切削加工には旋削加工やフライス加工、穴加工などがあります。一般的な切削加工では、Ra1.6〜3.2程度の表面粗さが得られることが多い加工方法です。また、仕上がりの粗さは工具の送り量や刃先形状(ノーズR)などの影響を受けます。
【関連記事】
切削加工とは?種類や特徴から製作できる代表的な部品例までを徹底解説
切削加工の種類とは?フライス加工・旋盤加工の違いと設計時の注意点
研削加工
研削加工にはセンタレス研削、円筒研削、平面研削などがあります。切削加工よりも細かな表面粗さを安定して得やすく、砥石による微細な切り込みを繰り返すため、寸法精度と表面粗さを両立しやすい特徴があります。研削油の管理状態も仕上げ品質に大きく影響します。
切削加工よりも細かな表面粗さを安定して得やすく、高精度部品として広く利用されています。
【関連記事】
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
研磨加工
研磨加工にはバレル研磨、バフ研磨、ラップ研磨、スーパーフィニッシュ、電解研磨などがあります。
より小さなRaやRzが求められる場合には、研削加工の後に研磨工程を追加することもあります。材料や加工条件によって異なりますが、スーパーフィニッシュでは条件によってRa0.01μm台の仕上げに対応できる場合もあります。
【関連記事】
研磨加工とは?精密部品に欠かせない工程と技術の基礎知識
センターレス研磨加工とは?原理や種類と設計時に必要な注意点を解説
表面粗さRaとRzを指定する際の注意点
表面粗さの指定は、加工品質を管理するうえで重要な要素ですが、数値を厳しくすれば品質が向上するとは限りません。必要以上に小さなRaやRzを要求すると、研削加工や研磨加工などの追加工程が必要となり、製造コストや加工時間の増加につながる場合があります。
また、表面粗さは加工面の微細な凹凸を評価する指標であり、寸法公差や真円度、円筒度、位置精度などを保証するものではありません。高精度な部品では、表面粗さと幾何公差を適切に組み合わせて要求事項を明確にすることが重要です。
図面でRaやRzを指定する際は、部品の機能や使用環境を踏まえ、必要な品質と製造コストのバランスを考慮する必要があります。
ここでは、表面粗さを指定する際に押さえておきたいポイントを解説します。
- 必要以上に厳しい粗さ指定はコスト増につながる
- 表面粗さと寸法公差は別に管理が必要
- 表面粗さだけでは機能を保証できない
必要以上に厳しい粗さ指定はコスト増につながる
図面に表面粗さを指示する際は、単に数値を小さくすれば良いわけではありません。表面粗さを過剰に厳しく指定すると、加工工程の追加や加工時間の増加によってコストが上昇します。
また、前加工で発生した粗い下地が残っている場合、最終工程でRaを小さくしても期待した品質が得られないことがあります。そのため、部品に必要な機能を満たす範囲で適切な粗さを設定することが重要です。
表面粗さと寸法公差は別に管理が必要
表面粗さと寸法公差、幾何公差はそれぞれ独立した管理項目です。例えば、表面粗さを細かくしても、シャフト径や長さの寸法精度が向上するわけではありません。
図面では、表面粗さと寸法公差をそれぞれ適切に指示する必要があります。
表面粗さだけでは機能を保証できない
機械部品の性能は、表面粗さだけで決まるわけではありません。真円度や円筒度、平面度などの他の幾何公差も部品機能に大きく関係します。
たとえRaやRzが規格内であっても、幾何公差が外れていれば本来の性能を発揮できない場合があるため、設計時には表面粗さと幾何公差を合わせて検討することが重要です。
RaとRzの違いについてよくある質問
RaとRzはどちらも表面粗さを評価する代表的な指標ですが、評価対象が異なるため、図面指示や品質管理の考え方も変わります。そのため、「Raを指定すれば十分なのか」「Rzとどのように使い分けるべきか」「旧規格のRyはどのように扱えばよいのか」といった疑問を持つ設計者や調達担当者も少なくありません。
また、表面粗さは数値を細かく指定するほど品質が向上するわけではなく、加工方法やコストとのバランスを考慮することも重要です。部品の機能や使用条件に応じて適切な指標を選択することで、品質確保とコスト最適化の両立につながります。
ここでは、RaとRzに関してよく寄せられる質問について解説します。
Q1. Raを指定すればRzは不要ですか?
Q2. 図面にRyとRzが混在している場合はどう判断すればよいですか?
Q3. RaやRzを細かく指定すると部品の品質は向上しますか?
Q1. Raを指定すればRzは不要ですか?
Raだけで十分とは限りません。Raは表面全体の平均的な粗さを評価する指標であり、局所的な深い傷や大きな凹凸の影響が数値に現れにくい場合があります。一方、Rzは山と谷の高さを評価するため、加工面に存在する局所的な凹凸を把握しやすい特徴があります。
例えば、シール面や摺動面、軸受部品などでは、平均的な粗さだけでなく局所的な傷や凹凸が性能に影響することがあります。
そのため、部品の用途によってはRaとRzを併用して管理するケースもあります。必要な指標は部品の機能や品質要求に応じて判断することが重要です。
Q2. 図面にRyとRzが混在している場合はどう判断すればよいですか?
まず図面が作成された時期と適用規格を確認することが重要です。現在のJISではRyは廃止されており、最大高さを表す指標としてRzへ統一されています。しかし、古い図面ではRzが「十点平均粗さ」を意味している場合があります。
そのため、RyとRzが混在している図面では、数値だけを見て判断すると誤解が生じる可能性があります。図面の作成年度や適用JIS、取引先の図面ルールを確認したうえで解釈することが重要です。
不明な場合は設計者や発行元へ確認することを推奨します。
Q3. RaやRzを細かく指定すると部品の品質は向上しますか?
必ずしも品質向上につながるわけではありません。表面粗さは部品性能に影響する重要な指標ですが、寸法公差や真円度、円筒度、位置精度などとは別の管理項目です。表面粗さだけを厳しくしても、部品機能が向上するとは限りません。
また、必要以上に小さなRaやRzを指定すると、研削加工や研磨加工などの追加工程が必要となり、加工時間や製造コストが増加する場合があります。
設計時には部品の機能や使用条件を踏まえ、必要な品質を満たす範囲で適切な粗さを指定することが重要です。
まとめ|Raで表面全体を管理してRzで局所的な問題を抑制する

Raは表面全体の平均的な粗さを評価する指標であり、Rzは局所的な凹凸の大きさを評価する指標です。どちらを使えばよいというものではなく、部品の用途や求められる機能に応じた使い分けが求められます。
また、表面粗さを過剰に厳しく指定するとコスト増につながる一方、不十分な管理は性能低下の原因になります。RaとRzの特徴を理解し、適切な図面指示を行うことが大切です。
三和ニードル・ベアリングでは、自社開発設備を活用したサブミクロン(1万分の1mm)精度での高精度研削加工に対応しています。センタレス研削をコア技術として、切削・熱処理・研削までの社内一貫生産が可能です。試作1個から量産まで対応しておりますので、表面粗さや精密加工でお困りの際はお気軽にお問い合わせください。