切削加工の種類とは?フライス加工・旋盤加工の違いと設計時の注意点
- 加工技術
切削加工は、工具と被削材の相対運動によって材料を除去し、所定の形状や寸法に仕上げる加工方法です。加工方式や使用する工作機械によって、実現できる形状、精度、コストは大きく変わります。
本記事では、切削加工の主な種類を体系的に整理するとともに、フライス加工と旋盤加工の違い、さらに設計段階で意識すべきポイントまで解説します。
【関連記事】
研削加工と切削加工の違いとは?精密加工における使い分けのポイント


切削加工の主な2つの種類

切削加工は、工具と工作物のどちらが回転するかの観点から二つに大別されます。
- 転削加工:工具が回転して材料を削る方式
- 旋削加工:工作物を回転させて工具で削る方式
それぞれの加工は、得意な形状や精度の特性が異なります。詳しく見ていきましょう。
- フライス加工(転削加工)
- 旋盤加工(旋削加工)
1. フライス加工(転削加工)
フライス加工は、転削加工の代表的な加工法のひとつです。工具が回転しながら送り方向へ移動することで、平面、側面、溝、段差、曲面などさまざまな形状を切削できます。
特にマシニングセンタを用いた加工では、複数工程を一体化できるため、位置決め精度や再現性の向上が期待できます。
- 得意な形状例:直方体、板形状、平面、溝、複雑な輪郭、自由曲面、多面体
- 確保しやすい精度:面間の直角度・平行度、穴位置、平面度、面同士の相対位置
- 向いている部品構造:ブロック部品、治具・ベース、ハウジング、多面加工
【関連記事】
切削加工の精度とは?限界値や高精度な加工に必要なポイントを解説
2. 旋盤加工(旋削加工)
旋盤加工は、旋削加工の代表的な加工法のひとつです。工作物を主軸で回転させ、単刃工具を当てて材料を削ります。外径・内径・端面・テーパーなど回転対称形状の加工に適しており、同軸度や円筒度を安定して確保しやすいのが特徴です。
NC旋盤や自動盤を用いることで、寸法の再現性や量産時の安定加工にも対応できます。
- 得意な形状例:円筒形状、段付きシャフト、内径形状、テーパー、ねじ形状
- 確保しやすい精度:真円度、円筒度、同軸度、外径寸法、軸方向寸法
- 向いている部品構造:シャフト、ピン、ブッシュ、カラー、軸受関連部品
【関連記事】
旋盤加工とは?加工の仕組みと部品製作への活用ポイント
切削加工におけるフライス加工の種類とは?
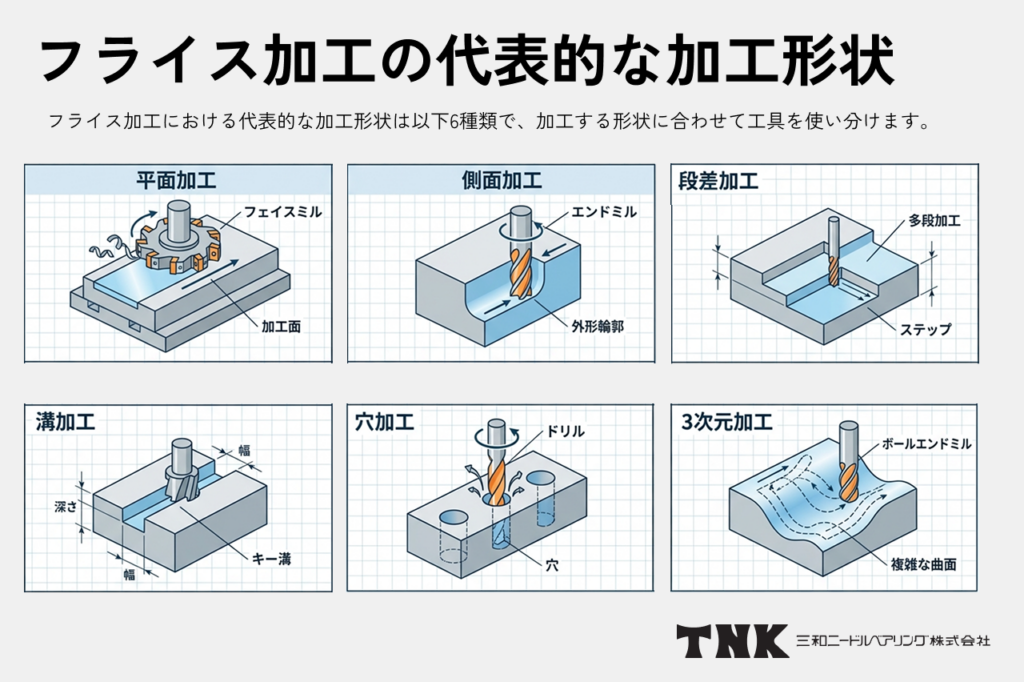
フライス加工は加工する形状に合わせて工具を使い分けます。
ここでは、フライス加工における代表的な加工形状ごとに整理します。
- 平面加工
- 側面加工
- 段差加工
- 溝加工
- 穴加工
- 3次元加工
平面加工
平面加工は、フェイスミルなどの工具で部品の表面を平らに仕上げる基本的なフライス加工です。汎用フライス盤やマシニングセンタで実施され、広い面を効率よく加工できます。
- 得意な形状例:広い平面、基準面、プレート形状の上面
- 確保しやすい精度:平面度、面粗さ、面間の平行度
- 向いている部品構造:ベースプレート、治具土台、ハウジング基準面
【関連記事】
平面研削加工とは?平面研削盤の加工方式と設計における精度の考え方
側面加工
側面加工は、エンドミルを用いて外形や立ち上がり面を削り出す加工です。直角度や平行度を必要とする部位で多用されます。ワンチャックで基準面と同時加工することで、面同士の位置関係を安定させることが可能です。
- 得意な形状例:外形輪郭、立ち上がり面、側壁
- 確保しやすい精度:直角度、平行度、面間距離精度
- 向いている部品構造:角物部品、枠形状部品、ハウジング外形
段差加工
段差加工は、高さの異なる面を形成する加工です。嵌合部やストッパ部など機能寸法に関わる箇所で使用されます。
- 得意な形状例:段付き形状、嵌合段部、ポケット底面
- 確保しやすい精度:高さ寸法、公差管理された段差寸法、直角度
- 向いている部品構造:段付きブロック、嵌合部品、治具部品
【関連記事】
Dカットシャフトとは?トルク伝達や加工時の位置決め精度確保のコツ
溝加工
溝加工は、キー溝やスロットなどを形成する加工です。溝幅や深さが機能性能に直結するため、工具選定と切削条件の管理が重要です。マシニングセンタを用いることで位置精度の安定化が図れます。
- 得意な形状例:キー溝、スロット、T溝、逃げ溝
- 確保しやすい精度:溝幅寸法、溝深さ、位置精度
- 向いている部品構造:軸受部品、駆動部品、締結機構部品
【関連記事】
溝付きシャフトとは?種類・用途・加工精度と設計時の注意点を解説
穴加工
フライス加工機では、ドリルやボーリング工具を用いて穴加工も行われます。マシニングセンタによる位置決め加工では、複数穴のピッチ精度を安定して確保できます。
高精度が必要な場合はリーマ加工などを組み合わせます。
- 得意な形状例:貫通穴、止まり穴、ボルト穴、位置決め穴
- 確保しやすい精度:穴位置精度、ピッチ精度、穴径精度
- 向いている部品構造:プレート部品、ハウジング、締結部品
【関連記事】
穴あきシャフトとは?軽量化と剛性を両立する中空軸設計の基礎
3次元加工
3次元加工は、ボールエンドミルなどを用いて自由曲面や複雑形状を形成する加工です。主にマシニングセンタで行われ、CAMによる工具軌跡制御が重要になります。
- 得意な形状例:自由曲面、曲線輪郭、複雑な立体形状
- 確保しやすい精度:形状再現性、面の品位、輪郭精度
- 向いている部品構造:金型部品、意匠部品、曲面を持つ機械部品
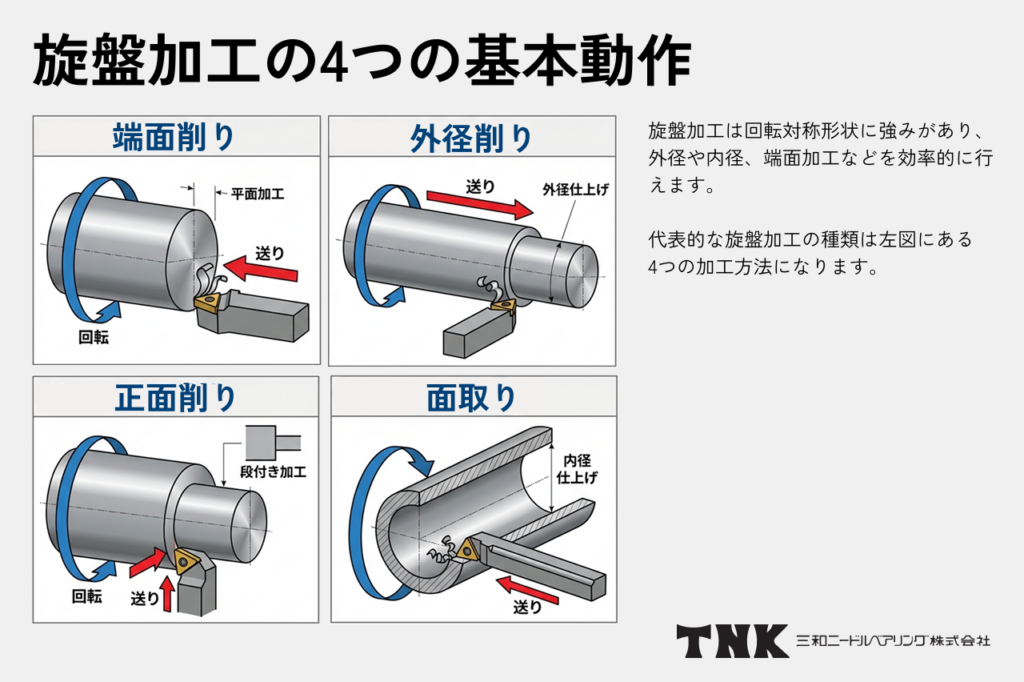
切削加工における旋盤加工の種類とは?
旋盤加工は、工作物を回転させて工具で削る旋削加工に分類されます。回転対称形状に強みがあり、外径や内径、端面加工などを効率的に行えます。
ここでは代表的な旋盤加工の種類を整理します。
- 端面削り
- 外径削り
- 正面削り
- 面取り
【関連記事】
ステンレス旋盤加工の基礎|切削性や加工条件からみた材料選びのコツ
端面削り
端面削りは、回転する工作物の端面に対して工具を軸方向へ送り込み、平坦な基準面を形成する基本的な旋盤加工です。部品全体の長さ精度や、後工程で組み付くベアリング・ギア・カラー類の位置決め基準となるため、回転部品では特に重要な工程といえます。
設計上は「端面の直角度」と「軸方向寸法精度」が性能に直結します。端面がわずかに傾くだけでも、組立時に偏荷重が発生し、軸受寿命や回転精度の低下につながるケースがあります。
また、切削条件や工具剛性が不足するとビビりや面粗さ悪化が起きやすく、特に細径シャフトでは工具突出量や送り条件の最適化が重要です。
- 得意な形状例:円筒部品の端面、段付き軸の基準面
- 確保しやすい精度:端面の直角度、軸方向寸法精度、面粗さ
- 向いている部品構造:シャフト、ピン、カラー、段付き軸部品
外径削り
外径削りは、回転する材料の外周を工具で切削し、所定の直径や円筒形状を作る旋盤加工の中心工程です。シャフトやブッシュなど回転体部品の外径精度は、そのまま軸受との嵌合状態や回転精度に影響します。
外径削りでは「真円度」「円筒度」「同軸度」といった幾何公差が重要になります。特に段付き形状の場合、各径の同軸性が悪いと組立時に偏心が発生し、振動や摩耗の原因になります。
また、長尺シャフトでは切削抵抗によるたわみが発生しやすく、固定方法(センタ支持や振れ止め)の有無が仕上がり精度を大きく左右します。
- 得意な形状例:円筒形状、段付き外径、テーパー外径
- 確保しやすい精度:真円度、円筒度、同軸度、外径寸法精度
- 向いている部品構造:シャフト、スリーブ、ブッシュ、回転機構部品
正面削り
正面削りは、工具を径方向に送り込むことで段差や肩部を形成する加工で、段付きシャフトや嵌合部品に多用されます。外径削りと組み合わせて行われることが多く、径と長さの関係精度(位置精度)が重要になります。
この工程では、段差位置のズレや肩部のR残りが組立不良の原因になりやすいため、設計時には逃げ寸法や工具Rを考慮した形状設定が必要です。
また、肩部は応力集中が起きやすい箇所でもあるため、必要に応じてR付けや面取りを併用し、疲労破壊を防ぐ設計配慮が求められます。
- 得意な形状例:段付き形状、肩部形状、テーパー部
- 確保しやすい精度:段差寸法、軸方向位置精度、径と長さの関係精度
- 向いている部品構造:段付きシャフト、嵌合部品、回転体部品
面取り
面取りは、角部のバリ除去や組立性向上、応力集中の緩和を目的とした仕上げ加工です。外径・内径のエッジ部にC面やRを付与することで、部品同士の嵌合時のかじり防止や、作業者の安全性向上にも寄与します。
設計上は、面取り寸法が小さすぎるとバリ残りの原因になり、大きすぎると有効嵌合長が減少するため、用途に応じた適切な指示が重要です。
特に軸受やシール部付近では、面取り形状が組付け精度や密封性能に影響する場合があります。
- 得意な形状例:外径C面、内径C面、R面取り
- 確保しやすい精度:面取り寸法、角度精度、仕上げ面粗さ
- 向いている部品構造:シャフト端部、ねじ部品、嵌合部
切削加工で使われる工作機械の種類
切削加工では、加工内容や生産量、要求精度に応じて適切な工作機械を選定します。同じ形状であっても、ロット数や公差条件によって最適な設備は異なります。
試作段階では段取り変更が容易な汎用機が有効ですが、量産段階では自動化設備により品質の安定とコスト低減が可能です。設計仕様だけでなく、生産計画まで踏まえて加工方法を検討することが重要です。
| 工作機械 | 主な加工内容 | 生産量の目安 | 特徴 |
|---|---|---|---|
| 汎用フライス盤 | 平面・溝・段差加工 | 少量 | 手動操作中心。試作や単品加工に適する |
| マシニングセンタ | 多面加工・穴加工・3次元加工 | 少〜中量 | 自動工具交換機能を備え、多工程加工に対応 |
| 汎用旋盤 | 外径・端面加工 | 少量 | 単純形状の軸物加工に適する |
| NC旋盤 | 外径・内径・ねじ加工 | 中量 | 数値制御により安定した寸法精度を確保 |
| 自動盤 | 小径シャフト・ピン加工 | 中〜大量 | 小径部品の連続加工に特化し高い生産性を実現 |
汎用フライス盤
汎用フライス盤は、作業者がハンドル操作でテーブルや工具位置を調整しながら加工を行う工作機械です。
平面加工、溝加工、段差加工などの基本的な切削に対応でき、段取り変更が容易なため、試作や単品加工、簡易治具を用いた小ロット生産に向いています。
一方で、加工精度や再現性は作業者の技能に依存する部分が大きく、多工程部品や複雑形状の量産には不向きです。
設計段階では「形状が単純」「精度要求が比較的緩やか」「数量が少ない」といった条件の場合に選択される設備といえます。
マシニングセンタ
マシニングセンタは、数値制御(NC)と自動工具交換装置(ATC)を備えたフライス系工作機械で、平面加工・穴あけ・タップ・3次元加工など複数工程を連続して自動加工できます。
一度の段取りで多面加工が可能なため、位置精度の高い部品や複雑形状部品の加工に適しており、少量多品種から中量生産まで幅広く対応します。
治具設計次第では、工程集約によるリードタイム短縮や品質安定も期待できます。
設計面では、「複数面に加工がある」「位置関係が厳しい」「工程集約したい」といった場合に、マシニングセンタでの加工を前提とした形状設計が有効です。
汎用旋盤
汎用旋盤は、工作物を回転させながら工具を手動操作で送り、外径削りや端面削りなどを行う旋削加工用の工作機械です。
シャフトやピン、カラーといった回転対称形状の部品を比較的簡単に加工できます。
単純形状の試作や小ロット品に適している一方、寸法再現性や加工効率は作業者の熟練度に左右されます。
そのため、精度要求が高い量産部品や複雑形状にはあまり用いられません。
設計上は「単純な円筒形状」「数量が少ない」「短納期試作」といった条件で使われることが多い設備です。
NC旋盤
NC旋盤は、数値制御によって工具の動きを制御する旋盤で、外径加工・内径加工・ねじ加工などを高い再現性で行えます。
プログラム制御により寸法ばらつきを抑えやすく、中量生産以上の軸物部品で主力となる設備です。
複数工具を搭載できるため、荒加工から仕上げ加工まで連続して行えるほか、場合によっては簡易的な穴加工や溝加工にも対応できます。
設計面では、公差要求が厳しいシャフト類や安定供給が必要な部品に適しています。
自動盤
自動盤は、棒材を連続供給しながら小径部品を高速で量産することに特化した旋盤系工作機械です。
小径シャフト、ピン、スペーサなどの細物部品を高い生産性で加工でき、量産分野では欠かせない設備です。
主軸台が移動するスイス型(複合自動盤)では、細長い部品でもたわみを抑えながら高精度加工が可能で、医療機器部品や精密機構部品にも使われます。
ただし、段取りやプログラム準備に時間がかかるため、少量生産には不向きです。
設計段階で「小径」「大量生産」「高精度」が前提となる場合、自動盤加工を想定した形状設計が重要になります。
【関連記事】
CNC自動旋盤とは?特徴、メリットなどを解説!
切削加工なら三和ニードル・ベアリング

株式会社三和ニードル・ベアリングでは、小径精密部品を中心に高精度な切削加工に対応しています。自動盤やNC設備を活用し、安定した同軸度や寸法公差の確保が可能です。
また、加工内容やロット数に応じた設備選定により、試作から量産まで一貫して対応できます。図面段階での加工相談にも対応し、仕様とコストのバランスを踏まえた提案が可能です。
切削加工の種類に関してよくある質問

ここでは、切削加工の種類に関してよくある質問について整理します。
Q1. 切削加工の種類は設計段階でどこまで意識すべきですか?
Q2. 切削加工で加工基準や公差を設定する考え方は?
Q3. 切削加工だけで完結できる部品の条件は何ですか?
Q1. 切削加工の種類は設計段階でどこまで意識すべきですか?
フライス加工と旋盤加工のどちらを用いて加工するかは部品の設計段階から想定しておくことが重要です。
設計時に配慮が不足していると、回転対称部品の公差を軸ではなく角基準で設定すると、標準工具で加工できない形状になる、必要以上に厳しい公差設定により加工コストが増大するといった問題が起きる可能性があります。
Q2. 切削加工で加工基準や公差を設定する考え方は?
切削加工では、「どこを基準に加工されるか」を意識して寸法を設定することが重要です。
回転部品であれば軸、箱形部品であれば取付面など、実際の加工方法に合った基準面・基準軸を明確にします。公差はすべての寸法に一律で厳しく付けるのではなく、軸受部や嵌合部など機能に直結する箇所だけを重点的に管理するのが基本です。
また、寸法を直列でつなぐと誤差が累積するため、基準から直接寸法を指示することで精度トラブルや加工コスト増加を防げます。
Q3. 切削加工だけで完結できる部品の条件は何ですか?
標準的な寸法精度や面粗さ、材質硬度の部品は切削のみで加工できます。
しかし、焼入れ後に高精度の仕上げが必要な場合は研削加工、高い面粗さ要求がある場合は研磨加工、耐久性向上のための表面処理が必要な場合は熱処理や表面処理を行うことがあります。
まとめ|切削加工の種類を知って仕様に最適な加工を検討しよう

切削加工は、フライス加工や旋盤加工などの種類があり、方式ごとに得意な形状や確保しやすい精度が異なります。設計段階でそれぞれの違いを踏まえて、仕様を明確にすることで、QCDの最適化が図れます。
三和ニードル・ベアリングでは、サブミクロン精度の超精密研削加工を強みとしています。切削加工はもちろん、熱処理や研削などを組み合わせて社内一貫生産体制による工程設計を行い、小径シャフトや精密軸部品にも多数の加工実績があります。
設計段階でのご相談など対応可能ですので、切削加工の種類選定や高精度部品の加工でお困りの際は、ぜひお気軽にお問い合わせください。