旋削加工の表面粗さとは?加工別の目安値と改善のコツを紹介
- 加工技術
旋削加工は金属部品加工において広く用いられる加工方法ですが、要求される機能によっては表面粗さが性能に直結する重要な要素となります。特にシャフトや摺動部品では、わずかな粗さの違いが摩耗や振動、寿命に大きく影響します。
こうした品質トラブルを防ぐためには、旋削加工で実現できる表面粗さの目安を理解したうえで、必要に応じて研削や研磨などの追加工程を前提とした加工設計を行うことが重要です。要求精度と加工方法を切り分けて考えることで、品質とコストの両立につながります。
本記事では、旋削加工における表面粗さの目安や改善方法について解説します。


旋削加工における表面粗さの目安

旋削加工における表面粗さの目安は、一般的にRa1.6〜0.8程度とされています。ただしこれはあくまで標準的な条件下での目安であり、実際には加工条件やワーク形状、工具状態によって大きく変化します。
表面粗さは「仕上げの結果」ではなく、「加工条件の積み重ね」で決まるものです。
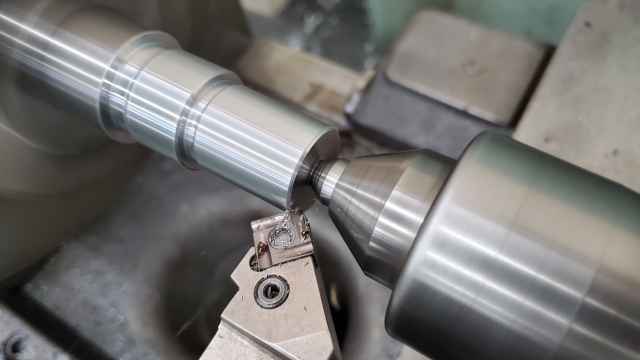
特に旋削加工においては、理論的には送り量とノーズR(工具先端半径)によって粗さが決まり、送りを小さくするほど、またノーズRを大きくするほど表面は滑らかになります。
一方で、ノーズRを大きくしすぎると切削抵抗が増加し、びびり振動が発生しやすくなるため、単純に粗さだけを優先した条件設定は現実的ではありません。また、実際の加工では理論値通りにはいかず、以下のような要因が重なって表面粗さに影響を与えます。
- 工具摩耗による切れ味低下
- 加工硬化による切削状態の変化
- ワーク剛性不足による振れやびびり
- 切削熱による材料変形
そのため、同じ条件でも加工の進行に伴って粗さが変化することも珍しくありません。
さらに、ワーク形状も重要な要素です。特に小径シャフトや長尺物では剛性が低く、振動の影響を受けやすいため、理論上はRa0.8を狙える条件であっても、実際にはそれ以下の品質を安定して出すことが難しいケースがあります。
一般的な目安としては以下のように考えると実務に近くなります。
- 粗加工:Ra3.2〜1.6程度
- 中仕上げ:Ra1.6〜0.8程度
- 仕上げ:Ra0.8〜0.4程度(条件が整った場合)
ただし、Ra0.4以下の表面粗さを安定して確保する場合には、旋削加工単体では限界があり、研削加工の併用が前提となるケースが多くなります。
表面粗さに影響する加工条件

旋削加工の表面粗さは、いくつかの加工条件が組み合わさることで決まります。その中でも特に影響が大きいのが送り量です。
送り量が大きくなるほど、工具がワーク表面に残す切削痕が粗くなり、結果として表面粗さは悪化します。そのため、仕上げ工程では送りを適切に抑えることが基本となります。
送り量
表面粗さに最も強く影響する要素であり、大きいほど粗さは悪化します。
ノーズR
切削工具の先端が丸くなっている部分の半径を大きくすることで表面粗さは改善しますが、切削抵抗が増加し、びびり振動のリスクが高まります。
切削速度
適正に設定することで、加工面の安定性が向上します。
このように、表面粗さは単一の条件ではなく、送り・工具形状・切削速度といった複数の要素のバランスによって決まるため、全体最適で考える必要があります。
【関連記事】
研削加工における表面粗さ(Ra・Rz)とは?図面指示と仕上げ精度のコツ
旋削加工で高精度な表面粗さを実現する工程
旋削加工では、条件を適切に最適化することで、一般的にRa1.6〜0.8程度の表面粗さを実現することが可能です。
ただし、安定してこのレベルの品質を出し続けるためには、単一の加工条件だけでなく、荒加工から仕上げ、さらには後工程まで含めた工程設計が重要になります。
設計段階から最終的な粗さを見据えて工程を組み込むことで、品質とコストの両立が可能になります。
ここでは、旋削加工を中心とした高精度仕上げのための工程の考え方について解説します。
- 荒加工で形状と仕上げ代を確保する
- 仕上げ加工で切削条件を最適化する
- 要求精度に応じて追加仕上げ工程を組み込む
荒加工で形状と仕上げ代を確保する
高精度な表面粗さを実現するためには、まず荒加工の段階で適切な仕上げ代を確保しておくことが重要です。この仕上げ代が不足していると、後工程でいくら条件を調整しても表面状態を十分に改善できない場合があります。
そのため、荒加工では除去効率を重視しつつ、仕上げ寸法よりもやや大きめに加工することで、仕上げ工程で調整できる余裕を確保します。
この“余裕”があることで、微小な歪みや加工ムラを後工程で補正しやすくなります。
また、荒加工の条件設定も重要です。
過度な切削抵抗や不安定な条件で加工すると、材料内部に残留応力が生じ、後工程での変形や精度低下の原因になることがあります。
仕上げ加工で切削条件を最適化する
仕上げ加工では、表面粗さそのものを作り込む工程になるため、条件設定の精度が求められます。特に送り量は表面粗さに直結するため、適切に抑えることで加工面の凹凸を小さくすることができます。
また、切削速度を安定させることで切削状態が均一になり、表面品質のばらつきを抑えることが可能です。
これに加えて、工具の摩耗状態を適切に管理することも重要です。摩耗が進んだ工具では、設定通りの粗さを維持することが難しくなります。
さらに、切削油の種類や供給方法も見逃せません。
適切な潤滑と冷却を確保することで発熱を抑え、加工状態の安定化につながります。
【関連記事】
シャフトにおける研磨の役割とは?高精度仕上げを実現する技術と加工実例を紹介
研磨加工と研削加工は違いが分かりにくい?使い分けと設計時のコツ
要求精度に応じて追加仕上げ工程を組み込む
旋削加工のみで対応できる粗さには限界があるため、要求精度に応じて追加の仕上げ工程を組み込むことが必要になります。
例えば、Ra0.4以下の表面粗さを安定して確保する場合には、研削加工を併用するのが一般的です。
さらに高い精度や鏡面に近い仕上がりが求められる場合には、ラッピングやバフ研磨、バレル研磨といった工程を追加することで対応します。
このように、最終的な要求精度から逆算して工程を設計することで、無理のない加工条件で品質を確保することができます。
結果として、安定した精度と効率的な加工の両立につながります。
加工法別に見る表面粗さ(Ra)の目安値

表面粗さは加工法によって達成可能な範囲が明確に異なります。単に表面粗さを向上させるのではなく、要求する表面粗さの値に対して適切な加工法を逆算して判断することが重要です。
一般的に、切削加工よりも研削加工のほうが滑らかな仕上げが可能であり、さらに高精度が求められる場合には、超仕上げや表面処理を組み合わせて対応します。
以下に、代表的な加工法における表面粗さ(Ra)の目安値を、精密加工を前提とした加工範囲で、小さい順に示します。
| 加工方法(精密加工) | 加工の概要 | 【目安】算術平均粗さ(Ra) |
| 研削(スーパーフィニッシュ) | 超仕上げという砥石や専用工具で微細に仕上げる | 0.025~0.05 |
| 手仕上げ(ラップ仕上げ) | 定盤(ラップ盤)上のワークを研磨材で擦り合わせる | 0.025~0.05 |
| 表面処理(電解研磨) | 電気化学的に表面を溶解して平滑化 | 0.025~0.2 |
| 表面処理(バフ研磨) | 布やフェルト(バフ)に研磨剤をつけ回転させて磨く | 0.05~0.04 |
| 表面処理(バレル研磨) | 研磨石(メディア)などをバレル(樽)内で回転させる | 0.05~0.01 |
| 切削(旋削) | 工具で削る | 0.1~0.4 |
| 研削加工 | 砥石で磨く | 0.1 |
| 研削(ホーニング) | 砥石(ホーン)を装着した工具で内面を磨く | 0.1~0.2 |
| 手仕上げ(研磨布、研磨紙) | 手作業で表面を磨く | 0.1~0.2 |
| 放電加工 | 電気放電で材料を除去する | 0.2~0.4 |
| 切削(リーマ仕上げ) | 多刃工具(リーマ)で削る | 0.4~0.8 |
| 表面処理(化学研磨) | 薬品で表面を溶解させる | 0.4~1.6 |
| 切削(中ぐり、フライス削り) | 工具で削る | 0.8~1.6 |
| 手仕上げ(やすり) | 手作業で表面を磨く | 0.8~1.6 |
| 参考:鋳造、鍛造 | 成形により製品形状を作る | 3.2~6.3 |
【関連記事】
切削加工とは?種類や特徴から製作できる代表的な部品例までを徹底解説
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
高精度な表面粗さを実現する場合の加工工程

高精度な表面粗さを安定して実現するためには、旋削加工だけで完結させるのではなく、切削・熱処理・研削・仕上げといった複数の工程を一体として設計・管理することが不可欠です。
表面粗さは最終工程だけで決まるものではなく、前工程での加工状態や材料の変化が積み重なって形成されます。そのため、最終仕上げだけに注目するのではなく、工程全体で精度を作り込む視点が重要になります。
ここでは、高精度な表面粗さを実現するための代表的な加工工程の流れについて見ていきます。
- 切削加工による形状や寸法の粗加工
- 熱処理による強度確保と組織安定化
- 研削加工による高精度仕上げ
- 超仕上げによる微細粗さの最適化
- 表面処理
1. 切削加工による形状や寸法の粗加工
最初の工程では、旋削などの切削加工によって形状形成と大まかな寸法出しを行います。この段階では加工効率を重視しつつ、後工程で仕上げるための“仕上げ代”を適切に確保することが重要です。
仕上げ代が不足していると、後工程で微細な歪みや加工ムラを除去できず、最終的な表面粗さや寸法精度に影響が出る可能性があります。
そのため、最終的な仕上げ工程を見据えたうえで、余肉を確保する前提で条件を設定する必要があります。
【関連記事】
切削加工における難削材対応とは?材質別の課題と加工技術
2. 熱処理による強度確保と組織安定化
次に、焼入れや焼戻しといった熱処理によって、材料に必要な強度や耐摩耗性を付与します。ただし、熱処理は材料の性質を改善する一方で、歪みや寸法変化を伴う工程でもあります。
そのため、高精度な部品では熱処理後に再度仕上げ加工を行うことを前提に工程を組むことが一般的です。
この工程設計を誤ると、最終的な寸法や表面粗さを安定させることが難しくなります。
【関連記事】
金属熱処理とは?焼入れ・焼戻し・焼なましなど代表的な種類を解説
3. 研削加工による高精度仕上げ
研削加工は、寸法精度と表面粗さを同時に仕上げる中核となる工程です。砥石による微細な加工によって、旋削では難しい均一で滑らかな仕上げ面を実現することができます。
特にシャフト部品では、表面粗さだけでなく真円度や振れ精度も重要になるため、これらを総合的に管理しながら仕上げを行います。
最終的な精度はこの工程で決まるケースが多く、加工条件の最適化が求められます。
【関連記事】
SUS(ステンレス)シャフトの研削加工事例を紹介!要求される精度と設計時の注意点とは
4. 研磨による微細粗さの最適化
さらに高い表面品質が求められる場合には、研磨工程を追加し、研削後に残る微細な凹凸を整えることで、より滑らかな表面を形成します。研磨は、摺動性や密封性といった機能面に直結するため、精密部品や機能部品において有効な手段となります。
なお、さらに高い表面品質が求められる場合には、スーパーフィニッシュなどの追加工程を検討することもありますが、要求仕様に応じて必要性を判断することが重要です。
5. 表面処理
最後に、耐食性や耐摩耗性などの機能を付与するために表面処理を行う場合があります。ただし、処理条件によっては表面粗さが変化することがあるため、仕上げ工程との関係を考慮する必要があります。
特に高精度部品では、研削や研磨の前後どちらで処理を行うかによって仕上がりが大きく変わるため、工程全体のバランスを踏まえた設計が重要になります。
【関連記事】
ステンレス研磨とは?種類・特徴と加工のポイントをわかりやすく解説
旋削加工における注意点

旋削加工は高能率な加工方法ですが、表面粗さの観点では限界もあります。
特に高精度な仕上がりが求められる場合には、旋削加工だけで完結させるのではなく、後工程を見据えた加工計画が重要になります。
実際の加工では、びびりや振動、工具摩耗、加工硬化といったさまざまな要因が重なり、加工面の状態に影響を与えます。
これらの影響が大きくなると、設定した条件通りの表面粗さを維持することが難しくなります。
特に小径シャフトでは剛性不足による振れが発生しやすく、加工面のばらつきが出やすくなります。
そのため、単に条件を調整するだけでなく、支持方法や工程設計も含めて検討することが求められます。
結果として、より高い表面粗さ精度が必要な場合には、研削加工などの後工程を前提とした加工設計が現実的な選択となるケースが多くなります。
【関連記事】
シャフトの公差が厳しすぎる?加工できない原因と解決方法を解説
旋削加工と表面粗さに関するよくある疑問

旋削加工における表面粗さは、単に数値を指定すれば実現できるものではなく、加工方法や工程設計と密接に関係しています。そのため、設計段階と加工現場の前提が揃っていないと、品質やコストに大きな影響が出ることもあります。
ここでは、旋削加工と表面粗さに関して、実務でよく挙がる疑問について整理します。
Q1. 旋削加工の表面粗さは設計時にどのように指定すべきですか?
Q2. 表面粗さの要求値によって加工方法はどのように変わりますか?
Q3. 高精度な表面粗さを安定して実現するには何が重要ですか?
Q1. 旋削加工の表面粗さは設計時にどのように指定すべきですか?
表面粗さは加工方法を前提に、実現可能な範囲で指定することが重要です。旋削加工だけで達成が難しい粗さを指定してしまうと、後工程の追加やコスト増加につながる可能性があります。
そのため、要求される機能や用途に応じて、旋削のみで対応するのか、あるいは研削工程を前提とするのかを設計段階で整理しておく必要があります。
単に数値を決めるのではなく、「どの工程でその粗さを実現するか」まで含めて設計することが重要です。
Q2. 表面粗さの要求値によって加工方法はどのように変わりますか?
要求される粗さが厳しくなるほど、旋削単体ではなく研削や研磨などの工程を組み合わせる必要があります。
例えば、一般的な旋削加工ではRa1.6〜0.8程度が目安ですが、それ以下の粗さを安定して実現する場合には、研削加工の併用が前提となるケースが多くなります。
さらに高精度な仕上がりが求められる場合には、ラッピングやバフ研磨などの超仕上げ工程を追加することもあります。
このように、要求の粗さに応じて工程を段階的に組み立てていくことが重要です。
Q3. 高精度な表面粗さを安定して実現するには何が重要ですか?
単一工程ではなく、複数工程を一貫して管理することが最も重要です。表面粗さは最終工程だけで決まるものではなく、荒加工や熱処理などの前工程の影響も受けて決まります。
特に高精度な部品では、研削加工を中心とした工程設計を行い、その前後の条件を含めて全体を最適化することが求められます。
工程ごとの役割を明確にし、全体として安定した加工状態を作ることが、品質のばらつきを抑えるポイントになります。
まとめ|高精度な表面粗さ確保には研削・研磨加工が重要
旋削加工は効率的な加工方法ですが、表面粗さには限界があります。高精度な仕上げが求められる場合には、研削加工や研磨加工を組み合わせた工程設計が不可欠です。
三和ニードル・ベアリングでは、サブミクロン精度に対応した研削加工をコア技術とし、切・熱処理・研削を含めた社内一貫生産が可能です。高精度な表面粗さが求められる部品加工でお困りの際は、ぜひお気軽にお問い合わせください。