
シャフトの熱処理(焼入れ)×研削加工を成功させるポイントとは?精度管理のコツを解説
- 部品加工
機械部品の心臓部とも言える「シャフト」。モーターや搬送装置、産業機械の駆動部に組み込まれるこの部品には、長期間の使用に耐える高い耐久性と、ミクロン単位の寸法精度が同時に求められます。2つの要求を両立させるために欠かせないのが、焼き入れ(熱処理)と研削加工の組み合わせです。
しかし、焼き入れを施したシャフトは熱処理による変形・硬化が必ず発生するため、後工程の研削加工を成功させるには、工程全体を見据えた緻密な設計と工程管理が必要となります。「焼き入れ後にどれだけの研削取り代を残すか」「どの研削方式を選ぶか」「加工条件をどう設定するか」「熱処理後の矯正工程が必要か」こうした判断ひとつで、製品の品質・コスト・納期が大きく変わります。
本記事では、熱処理と研削加工が必要なシャフト部品を検討している設計・調達担当者の方に向けて、以下の内容をわかりやすく解説します。


シャフトの熱処理(焼入れ)とは?

焼き入れとは、鋼材を変態点以上の高温(一般的に800〜900℃前後)に加熱した後、水や油で急冷することで、内部の金属組織を変化させて硬度を高める熱処理の一種です。
加熱によって鋼の内部組織は「オーステナイト」と呼ばれる状態に変化し、急冷することでこのオーステナイトが「マルテンサイト」という非常に硬い組織に変形します。このマルテンサイト組織こそが、焼き入れ後の鋼材に高い硬度と耐摩耗性をもたらす本体です。
この処理を施したシャフトを「シャフトの熱処理と呼び、一般的な未処理シャフトと比較して硬度・耐摩耗性・疲労強度が大幅に向上します。代表的な処理前後の硬度変化は、HRC(ロックウェル硬さCスケール)で20前後からHRC55〜65程度まで上がるのが一般的です。
ただし、焼き入れには変形・寸法変化・残留応力の発生といった副作用がつきものであり、後工程の研削加工で精度を出し直す必要があります。詳しく解説します。
- 使用される代表的な材質
- 使用される主な用途
使用される代表的な材質
シャフトの熱処理に採用される材質は、用途・要求性能・コストによって使い分けられます。代表的な4種類を紹介します。
| 材質記号 | 名称 | 主な特徴 | 主な用途 |
|---|---|---|---|
| S45C | 機械構造用炭素鋼 | 汎用性が高くコストバランスに優れる | 一般機械部品、汎用シャフト |
| SUJ2 | 高炭素クロム軸受鋼 | 高硬度・高い真円度を実現可能 | ベアリングの内輪・外輪、精密軸 |
| SCM材(SCM435/SCM440など) | クロムモリブデン鋼 | 焼き入れ性と靭性のバランスに優れる | 自動車部品、産業機械の駆動軸 |
| SUS440C | マルテンサイト系ステンレス鋼 | 高硬度と耐食性を両立 | 食品機械、医療機器、精密軸 |
S45C(機械構造用炭素鋼)は、最もポピュラーなシャフトの熱処理の材料です。炭素含有量が約0.45%で、コストと加工性のバランスに優れているため、コストを抑えつつ一定の耐久性を確保したい用途に幅広く使われます。
SUJ2(高炭素クロム軸受鋼)は、ベアリングのボールや軌道輪に使われることで知られる材料です。焼き入れ後にHRC60以上の硬度を実現でき、真円度や表面粗さに対する厳しい要求にも応えられます。ただし、熱処理後の変形が大きいため、研削仕上げが必須となるケースがほとんどです。
SCM材(クロムモリブデン鋼)は、クロムとモリブデンを添加することで焼き入れ性と靭性(粘り強さ)を高めた鋼材です。表面は硬く、内部は粘り強いという理想的な特性を持つため、繰り返し荷重や衝撃を受けるシャフトに最適です。自動車のドライブシャフトや産業機械の駆動軸など、信頼性が問われる部品で広く採用されています。
SUS440C(マルテンサイト系ステンレス鋼)は、熱処理によってステンレス鋼としては最高クラスの硬度を実現できる材料です。耐食性も備えているため、水や薬品にさらされる食品機械や医療機器のシャフトで重宝されます。
材質の選定は、製品の使用環境(温度・湿度・腐食性物質の有無)、要求性能(硬度・靭性・耐食性)、コスト、加工性のバランスで決まります。
【関連記事】
SUS(ステンレス)シャフトの研削加工事例を紹介!要求される精度と設計時の注意点とは
ステンレス(SUS304)の研削加工で失敗しないための条件設定と砥石選定
使用される主な用途
シャフトの熱処理は、精度と耐久性を同時に求められる機械部品で幅広く採用されています。代表的な用途を以下に紹介します。
1. モーターシャフト
電動モーターの中心軸として使われるシャフトです。高速回転下での精度維持と、ベアリングとの摺動部での耐摩耗性が求められます。回転精度がわずかでも狂うと、振動・騒音・発熱の原因となり、製品全体の品質を損ねます。
2. 搬送機器の駆動軸
コンベア、産業用ロボット、搬送ローラーなどの駆動部に使われるシャフトです。繰り返し荷重と起動・停止時の衝撃に長期間耐える必要があり、SCM材などの靭性に優れた材料が選ばれます。
3. ベアリング組込み部品
ベアリングが組み込まれる軸部分は、極めて高い真円度・円筒度・表面粗さが要求されます。わずかな寸法誤差や表面の凹凸がベアリングの寿命を大きく縮めるため、SUJ2などの高精度仕上げが可能な材料が使用されます。
4. 工作機械の主軸
旋盤やマシニングセンタの主軸もシャフトの熱処理の代表的な用途です。加工精度に直結する部品であり、ミクロン単位の精度が要求されます。
5. 油圧機器のシリンダーロッド
油圧シリンダーの中で往復運動するロッドにもシャフトの熱処理が使われます。シール部との摺動による摩耗に耐えるため、表面硬度と平滑性が重要です。
このように、シャフトの熱処理は「摩耗に耐え、精度を保ち、長く使える」ことが求められる部品で広く採用されています。
【関連記事】
モーターシャフトとは?特徴や設計・加工で失敗しないための注意点
シャフトに焼き入れを行う目的

シャフトは、機械の中で常に回転・往復運動・荷重伝達を担う部品であり、過酷な使用環境にさらされ続けます。素材のまま使用すると、わずかな期間で摩耗・変形・破損が発生してしまうケースも少なくありません。
そのため、シャフトの性能を長期間にわたって安定させる目的で行われる工程が「焼き入れ」です。焼き入れは、鋼材の内部組織を変化させて機械的特性を向上させる熱処理の一種であり、シャフト部品の品質を決定づける重要な工程と言えます。
焼き入れの主な目的は、大きく分けて次の3つです。
- 硬度の向上:表面の硬さを高め、変形や傷つきへの耐性を強化する
- 耐摩耗性の向上:摩擦や接触による表面摩耗を抑え、初期精度を長期間維持する
- 耐久性の向上:繰り返し荷重に対する疲労強度を高め、破断を防ぐ
それぞれの目的について、具体的な数値や仕組みを交えながら詳しく解説します。
硬度
鋼材を変態点以上の高温(800〜900℃前後)に加熱して急冷すると、内部の金属組織が「オーステナイト」から「マルテンサイト」と呼ばれる非常に硬い組織に変化します。マルテンサイト組織が形成されることで、鋼材の硬度は飛躍的に向上します。
たとえば、汎用的に使われるS45C(機械構造用炭素鋼)の場合、焼き入れによって硬度は大きく向上します。
| 状態 | 硬度(ロックウェル) | 硬度(ブリネル) |
|---|---|---|
| 焼き入れ前(生材) | HRC15〜20 | HB160〜200 |
| 焼き入れ後 | HRC50〜55 | HB500前後 |
硬度がHRC50を超える水準まで高まることで、外力による変形・打痕・擦り傷が発生しにくくなり、シャフトとしての寸法安定性が大きく向上します。寸法が変わらないということは、ベアリングやギアとの嵌合精度が長期間維持されるということでもあり、機械全体の性能維持に直結します。
なお、焼き入れには全体焼き入れ(部品全体を硬化させる)と表面焼き入れ(焼き入れ・浸炭焼き入れなど、表面のみ硬化させる)があります。シャフトの場合は、表面は硬く・内部は粘り強いという理想的な特性を得るために、表面焼き入れが選ばれるケースも多くあります。
耐摩耗性
シャフトが組み込まれる機械では、ベアリング・軸受け孔・シール・ギアといった他の部品と常に接触しながら動作します。接触部には絶え間ない摩擦が発生するため、表面が柔らかいままでは摩耗が急速に進行し、寸法精度が崩れてしまうのです。
焼き入れによって表面硬度を高めると、摩耗の進行が大幅に抑制されます。一般的に、硬度が高いほど摩耗速度は遅くなるという相関関係があり、HRC50以上の表面硬度を持つシャフトは、未処理のシャフトと比べて摩耗寿命が数倍〜数十倍にまで延びるケースもあります。
耐摩耗性の向上がもたらす実務的なメリットは、以下のように多岐にわたります。
- 初期精度を長期間維持できるため、機械の性能が安定する
- メンテナンス周期が延びるため、稼働率が向上する
- シャフト交換頻度が減るため、ライフサイクルコストが下がる
- 摩耗粉の発生が抑えられるため、ベアリングやシールの寿命も延びる
特に、24時間稼働する産業機械や、メンテナンスが困難な場所に設置される機器では、焼き入れによる耐摩耗性の確保が機械の信頼性そのものを左右する重要要素となります。
耐久性向上
シャフトは、回転や往復運動を通じて繰り返し荷重を受け続けます。繰り返し荷重が長期間加わると、材料内部に微小な亀裂が発生・進展し、最終的に破断に至る現象が「金属疲労」です。焼き入れによって組織を緻密化することで、金属疲労に対する強度(疲労強度)が大きく向上し、突然の破断を防ぐことができます。
ただし注意点として、焼き入れ直後の鋼材は硬くなる一方で、脆くなるという特性があります。硬度だけを追求すると衝撃に弱くなり、わずかな衝撃で割れてしまう「ガラスのような状態」になってしまうのです。
そこで実務では、焼き入れの直後に「焼き戻し」と呼ばれる再加熱処理を行うのが一般的です。焼き戻しでは、焼き入れ後の鋼材を150〜600℃程度の温度で再加熱し、内部の残留応力を緩和しながら硬度と靭性(粘り強さ)のバランスを整えます。
| 工程 | 目的 | 温度の目安 |
|---|---|---|
| 焼き入れ | 硬度を高める(マルテンサイト化) | 800〜900℃から急冷 |
| 焼き戻し | 靭性を回復させる | 150〜600℃で再加熱 |
焼き入れと焼き戻しをセットで行うことで、「硬くて粘り強い、壊れにくいシャフト」が完成します。設計や調達の現場では、焼き入れ仕様を指示する際に「焼き入れ焼き戻し(QT処理)」とまとめて指定するケースが一般的です。
シャフトの熱処理(焼入れ)の標準的な加工工程
シャフトの熱処理の品質は、熱処理の前後を含めた工程全体の設計によって決まります。
- 切削加工による下加工
- 焼き入れ・焼き戻し
- 研削加工による最終仕上げ
切削加工による下加工
旋盤やNC自動盤で素材から大まかな形状を削り出します。このとき、焼き入れによる変形や寸法変化を見越して研削取り代を残しておかないと、後工程の研削で修正しきれず所定の精度が出せません。
【関連記事】
切削加工とは?種類や特徴から製作できる代表的な部品例までを徹底解説
シャフトの切削加工は難しい?設備や精度管理から外注選びまで解説
焼き入れ・焼き戻し
焼き入れでは材料硬度が高まる一方で、シャフトには変形・反り・残留応力が発生し、脆い状態になります。そのため、焼き入れ後に焼き戻しを行い、靭性を高めながら残留応力を緩和します。
【関連記事】
金属熱処理とは?焼入れ・焼戻し・焼なましなど代表的な種類を解説
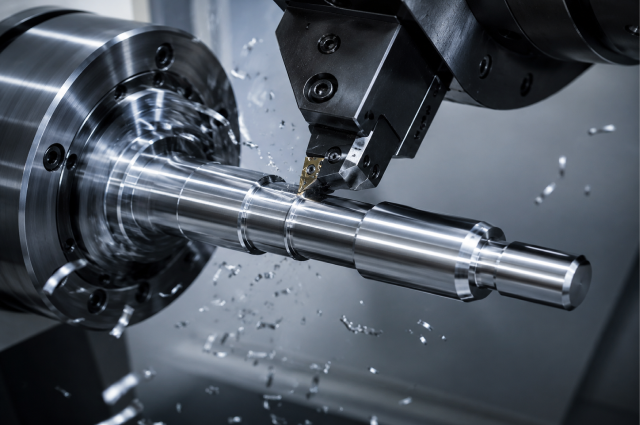
研削加工による最終仕上げ
熱処理後のシャフトは表面が硬化してるため、通常の切削加工では高精度な仕上げ加工が難しくなります。そのため、最終仕上げ工程として研削加工を行い、最終外径寸法や真円度、表面粗さを高精度に仕上げます。
また、用途によっては研削後にバレル研磨を行い、さらに微細なバリ除去やエッジ部の均一化を行う場合もあります。
【関連記事】
研削加工とは?種類や特徴・切削加工との違いまでわかりやすく解説
シャフトの熱処理(焼入れ)に対する研削加工の種類
焼き入れを施したシャフトを高精度に仕上げるためには、研削加工による精密仕上げが欠かせません。
研削加工とは、回転する砥石によって材料表面を微細に削り取り、ミクロン単位の寸法精度と滑らかな面粗度を実現する加工方法です。焼き入れによって硬度がHRC50以上に上がった素材でも、研削加工であれば高精度に仕上げることが可能です。
シャフトの熱処理に対して採用される研削方式は、大きく分けて以下の2種類がありますので本章で解説していきます。
- センタレス研削
- 円筒研削
センタレス研削
センタレス研削とは、ワーク(被加工物)を中心軸で保持せず、「研削砥石」「調整砥石(調整車)」「ブレード」の3点で支持しながら研削する方式です。シャフトの中心穴(センター穴)が不要なため、段取り時間を大幅に短縮でき、量産加工に最適な工法として知られています。
研削の仕組みは、研削砥石が高速回転してワーク表面を削り取る一方、調整砥石がワークの回転速度と送り速度をコントロールし、ブレードがワークを下から支えるという構成です。3点支持によって極めて安定した加工が可能で、長尺・小径のシャフトでも振れずに高精度な仕上がりが得られます。
【関連記事】
センターレス研磨加工とは?原理や種類と設計時に必要な注意点を解説
円筒研削
円筒研削とは、ワークの両端に設けられたセンター穴を「センター」で保持し、ワークを回転させながら砥石で外周を研削する方式です。基準となるセンター穴を活用するため、同軸度・振れ精度の管理がしやすいのが大きな特徴で、高精度な仕上がりが求められる部品に最適です。
加工の仕組みは、両端のセンターで支持されたワークが低速で回転し、高速回転する研削砥石が外周に接触して表面を削り取る構成です。ワークの軸方向に砥石を移動させて段付き部分や任意の位置を選んで研削できるため、複雑な形状にも柔軟に対応できます。
【関連記事】
円筒研削加工とは?特徴や研削方法の種類と設計時に必要なポイント
シャフトの熱処理(焼入れ)に研削加工が必要な理由

焼き入れ後のシャフトは、研削加工で寸法と表面品質を整えて用いるのが一般的です。その理由について解説します。
- 熱処理による変形を補正するため
- 高硬度材を高精度に仕上げるため
- 表面品質と機能性を安定させるため
熱処理による変形を補正するため
焼き入れ・焼き戻しの工程では、加熱・冷却に伴う組織変化によって、材料に膨張や収縮が発生します。この過程でシャフトには変形や反り、寸法変化が生じます。
この変形をそのまま放置すると、組み付け後の振れや異音、摩耗が早くなるといった原因になります。そのため、研削加工によって変形を削り取り、設計通りの形状・寸法に整えることで品質向上を図ります。
高硬度材を高精度に仕上げるため
焼き入れ後のシャフトは表面硬度が非常に高くなり、一般的な切削加工では工具が早期に摩耗するなど安定した高精度加工が難しくなります。そのため、高硬度材料を滑らかに仕上げるためには研削加工が必要です。
表面品質と機能性を安定させるため
シャフトはベアリングやシール、ハウジングなどと組み合わせて用いるため高い真円度・同軸度・表面粗さが要求されることがあります。また、摩擦の低減をはじめシール性の向上や摩耗抑制を目指して、滑らかな仕上げが求められる場合もあります。
また、より精度を追い込みたい場合はスーパーフィニッシュなどの追加仕上げ工程で、さらに表面粗さを向上させることも可能です。
シャフトに焼き入れを行う場合の注意点

焼き入れが必要となる高精度なシャフトの工程設計では、事前に加工工程全体を見越した配慮が欠かせません。詳しく紹介します。
- 熱処理による変形や反りなどを考慮する
- 焼き割れや研削焼けのリスク管理を行う
- 材質に応じた条件設定を行う
熱処理による変形や反りなどを考慮する
シャフトの焼き入れ後は、寸法変化は避けられないため、研削取り代を適切に設定しておくことが大前提です。取り代が不足すると変形部分を研削で取り切れず所定の寸法が出ません。逆に過剰な取り代は研削時間・コストの増加につながります。
特に、初めて使う材質や形状では試作段階から加工メーカーと連携し、熱処理後の実測データを取得することが重要です。
焼き割れや研削焼けのリスク管理を行う
焼き入れを行い硬化したシャフトを研削する際は、焼き割れと研削焼けに注意が必要です。砥石の選定や切り込み量の管理、研削油の適切な使用が求められます。
- 焼き割れ:熱と残留応力が重なって表面にクラックが発生する現象で、疲労破壊や早期破損の原因になる
- 研削焼け:研削熱によって表面に組織変化が起き、硬度のムラや寸法精度低下の原因になる
材質に応じた条件設定を行う
SUJ2は熱処理条件が比較的確立されていて管理が行いやすい一方、SUS440Cなどのマルテンサイト系ステンレスは熱伝導率が低く研削焼けが起きやすいなど、シャフトの材質によって熱処理特性・変形量・研削性は大きく異なります。
大量生産で外径精度を重視する場合はセンタレス研削、高い真円度・同軸度が必要な部品には円筒研削が向いています。材質や精度、数量を加工メーカーに早期に共有することが最適な工法提案につながります。
シャフトの熱処理(焼入れ)の研削加工についてよくある質問

焼き入れを施したシャフトを研削加工する際、設計者・調達担当者から特に多く寄せられる質問について、実務に役立つポイントを押さえてお答えします。
Q1. シャフトの熱処理(焼入れ)の公差はどの段階で決めるべきですか?
Q2. 焼き入れ後の変形を見越して設計する必要はありますか?
Q3. どのような用途のシャフトで研削仕上げが必要になりますか?
Q1. シャフトの熱処理(焼入れ)の公差はどの段階で決めるべきですか?
A. 設計の初期段階で決めるのが理想です。 公差は研削取り代の設定や工程構成に直結する重要な要素であり、後工程になってから公差を変更すると、コストや納期に大きな影響が出るためです。公差を初期段階で決めるべき理由は、主に次の3つです。
- 研削取り代の設計に影響する:公差が厳しいほど取り代を多く確保する必要があり、材料費・加工時間に直結します。
- 工程構成が変わる:公差レベルによって「粗研削+仕上げ研削」の二段構成や、超精密研削の追加が必要になる場合があります。
- 加工方式の選定に関わる:センタレス研削か円筒研削かの選択も、公差と密接に関連します。
公差を決める際の実務的な進め方としては、以下のステップが推奨されます。
- 機能上必要な精度を明確にする(ベアリング嵌合・摺動部・締結部など、部位ごとに必要な公差を整理)
- 過剰な精度指示を避ける(必要以上の精度はコスト増の原因になる)
- 加工メーカーと早期に相談する(実現可能性・コストインパクト・推奨工程を確認)
設計初期から加工メーカーと連携することで、コストを抑えつつ機能を満たす最適な公差設計が実現できます。
【関連記事】
シャフトの公差が厳しすぎる?加工できない原因と解決方法を解説
Q2. 焼き入れ後の変形を見越して設計する必要はありますか?
A. はい、必須です。 焼き入れによる熱処理では、急冷時の温度差や残留応力によって寸法変化・反り・ひずみが必ず発生します。変形を見越さずに設計すると、研削加工で精度を出し切れず、最悪の場合は不良品となってしまうためです。
焼き入れ後に発生する代表的な変形には、以下のようなものがあります。
- 寸法変化:マルテンサイト変態に伴う体積変化で、わずかに膨張する
- 反り・曲がり:長尺シャフトで特に顕著に発生
- 真円度の崩れ:径方向の不均一な収縮による変形
- テーパー化:軸方向で太さが微妙に変化する現象
変形に対応するための実務的な設計手法は、次のとおりです。
研削取り代を十分に確保する
一般的には片側0.2〜0.5mm程度が目安(形状・材質によって変動)
長尺シャフトでは取り代を多めに設定:曲がりが大きくなる傾向があるため、余裕を持たせる
試作段階で実測データを取得
初めて加工する材質・形状の場合は、必ず変形量を実測しておく
熱処理条件を加工メーカーと共有:焼き入れ条件によって変形量が変わるため、情報共有が重要
特に初めて扱う材質や複雑形状の部品では、机上計算だけで変形を予測するのは困難です。試作品で実測データを蓄積し、量産設計にフィードバックすることが、品質と歩留まりの向上につながります。
Q3. どのような用途のシャフトで研削仕上げが必要になりますか?
A. 高い寸法公差・面粗度・高硬度のいずれかが要求される用途で必要となります。 具体的には以下のようなケースで研削仕上げが採用されます。
| 必要となる条件 | 具体例 | 主な用途 |
|---|---|---|
| 厳しい寸法公差 | h6・g6・k6など、数μm単位の精度 | ベアリング嵌合部、軸受け嵌合部 |
| 高い面粗度 | 表面粗さRa0.4以下 | シール摺動部、油圧シリンダーロッド |
| 高硬度材の最終仕上げ | HRC45以上の硬度 | 焼き入れ後の精密軸、軸受鋼部品 |
| 高い同軸度・振れ精度 | 振れ0.01mm以下 | モーターシャフト、工作機械の主軸 |
| 真円度の要求 | 数μm以下の真円度 | ベアリング軌道輪、精密ピン |
研削仕上げが必要かどうかの判断に迷った場合は、設計図面の段階で加工メーカーに相談することをおすすめします。必要な精度を満たしつつ、過剰品質を避けた最適な工程設計を提案してもらえます。
まとめ|シャフトの熱処理(焼入れ)の品質は研削加工工程の設計が決め手
シャフトの熱処理(焼入れ)の精度と品質は、熱処理後の研削工程をいかに設計するかで大きく変わります。研削取り代の設定・加工方式の選定・リスク管理まで、設計段階から工程全体を見越して取り組むことが重要です。
三和ニードル・ベアリングでは、切削・熱処理・研削を含む社内一貫生産体制を確立していて、サブミクロン(1万分の1mm)精度の研削加工を強みとしています。加工条件によっては試作は1個からでも対応できる場合があるため、シャフトの熱処理(焼入れ)の加工や工程設計でお困りの際はお気軽にご相談ください。